
Innovative Werkzeugbeschichtungen machen das Kaltmassivumformen wirtschaftlicher und umweltfreundlicher: Sie ersparen das zeit-, platz- und energieaufwendige Phosphatieren und Beseifen der Rohteile.
In Deutschland produzierende Unternehmen sind gezwungen, stetig Kosten einzusparen. Gleichzeitig werden sie dazu angehalten, die ökologischen Randbedingungen stetig zu verbessern. In diesem Zusammenhang ist die Werkstückvorbehandlung in der Kaltmassivumformung ein wichtiges Thema.
Mit Hilfe des Kaltmassivumformens lassen sich endkonturnahe Bauteile aus Stahl herstellen. Allerdings sind die kaltumformenden Verfahren bisher in puncto Wirtschaftlichkeit und Ökologie stark eingeschränkt. Problematisch ist die konventionell erforderliche Phosphatierung und Beseifung der Rohteile, das sogenannte Bondern.
Die Phosphatschicht dient als Trennschicht zwischen Werkzeug und Teil während der Umformung. Zudem erfüllt sie die Funktion einer Schmierstoffträgerschicht, so dass die Seife und zusätzlich erforderliche Schmierstoffe optimal haften können. Durch diese Behandlung wird die Kaltmassivumformung erst ermöglicht, da ansonsten schon nach wenigen Hüben Adhäsionsverschleiß in Form von Fressern auftreten würde. Gleichzeitig ist jedoch der Zeit-, Platz- und Energieaufwand für das Auftragen und Entfernen der Bonderschichten erheblich. Ökologisch gesehen ist das Bondern zumindest als bedenklich einzustufen.
Ein alternativer Ansatz stellt nun in Aussicht, auf die Bonderbehandlung zu verzichten, was Praxisversuche bei der Hirschvogel Umformtechnik GmbH, Denklingen, bestätigen. Der neue Ansatz besteht darin, die Funktion der Bonderschicht auf die Werkzeugoberfläche zu verlagern. Dabei übernimmt eine auf das Werkzeug aufgetragene PVD-Beschichtung aus TiHfCrN die Aufgabe der Oberflächentrennung.
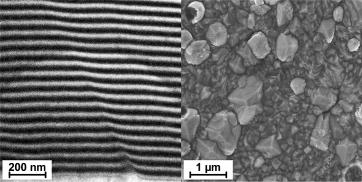
Das Besondere an dieser vom Institut für Oberflächentechnik (IOT) der RWTH Aachen entwickelten Beschichtung ist ihr mehrlagiger Aufbau mit Einzellagendicken von etwa 20 nm. Dies ermöglicht eine hohe Schichthärte, kombiniert mit einer sehr guten Duktilität. Die Schmierung erfolgt nur noch mit einem ebenfalls neu entwickelten unadditivierten, synthetischen Ester. Damit dieser die Werkzeugoberflächen optimal benetzt, wurde eine zweite Variante der TiHfCrN-Schicht entwickelt. Sie besitzt eine Decklage aus CrN mit Kristallitgrößen kleiner einem Mikrometer und winzigen Vertiefungen im Nanometer-Bereich. Letztere dienen als Schmierstoffspeicher und übernehmen die Aufgabe der Schmierstoffträgerschicht.
Nachdem die beiden Schichtvarianten am Werkzeugmaschinenlabor (WZL) der RWTH Aachen erfolgreich getestet wurden, erfolgte ein erster Praxiseinsatz zum Abstreckziehen kaltumgeformter Hohlteile aus Stahl. Nach Herstellung von 500 ungebonderten Wellen waren die PVD-beschichteten Matrizen weitgehend verschleißfrei. Lediglich bei der Matrize ohne CrN-Decklage wurden einzelne Lagen der Beschichtung beschädigt. Röntgenanalytische Untersuchungen zeigten, dass es sich nicht um Aufschmierungen des Werkstückmaterials handelt. Der Verschleiß spielt sich also lediglich im Nanometerbereich ab. Die Variante mit der CrN-Decklage zeigte hingegen ein besseres Einlaufverhalten und führte zu besseren Oberflächenqualitäten der Teile.
Prof. Dr.-Ing. Fritz Klocke Leiter des Werkzeugmaschinenlabors (WZL) der RWTH Aachen Prof. Dr.-Ing. Kirsten Bobzin Leiterin des Instituts für Oberflächentechnik (IOT) der RWTH Aachen Dr. Hans-Willi Raedt Leiter Forschung und Entwicklung bei der Hirschvogel Umformtechnik GmbH in Denklingen
PVD-beschichtete Matrizen weitgehend verschleißfrei
Teilen:








{kind=link}