
Das Kleben ist zu einer wichtigten Fügetechnik geworden, und der Roboter etabliert sich als Verarbeitungsfachmann dafür. Die bisherigen Anwendungen arbeiten jedoch mit getrennten Steuerungen für Roboter und Auftrag. Diese Leistungsbremse hat ABB Robotics jetzt beseitigt.
Ein Automobil enthält 15 bis 18 kg Klebstoff, also mehr als 1 % seines Gesamtgewichts. Sogar Motor- und Karosserieteile werden geklebt. Kein „billiger Ersatz“ für Schweiß- oder Schraubverbindungen, denn Crash-Tests zeigen: Geklebte Baugruppen sind geschweißten oder geschraubten meist überlegen. Eingeklebte Front- und Heckscheiben erhöhen die Steifigkeit von Karosserien und damit die Fahrzeugsicherheit. Kleben trägt zum Reduzieren des Fahrzeuggewichts und damit zu Treibstoffeinsparungen bei.
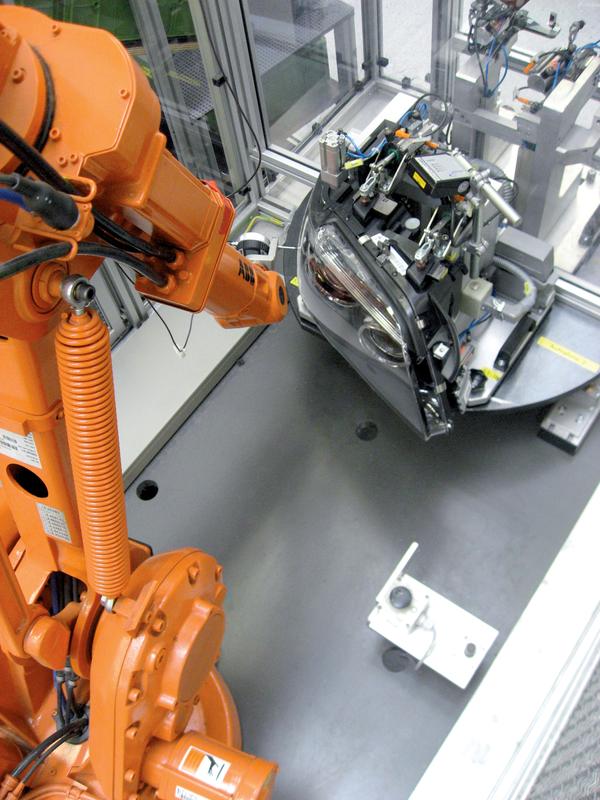
Die Industrie-Roboter führen die Klebeausrüstung je nach Bauteilen entlang unterschiedlich komplexen Bahnen. Die Prozesssteuerung muss dabei gewährleisten, dass immer die richtige Menge Klebstoff an die richtige Stelle gelangt – unter allen unterschiedlichen Bedingungen der Bauteilgeometrien, Geschwindigkeiten und Bahn(wende)punkten. Hier verbirgt sich ein Engpass. Denn ein definierter Kleberauftrag erfordert den permanenten Abgleich der Daten beider Steuerungen, der des Roboters und der der Klebeausrüstung. An dieser Stelle wird die Prozessgeschwindigkeit ausgebremst. Ursache ist die Signallaufzeit zwischen dem Aussenden des Signals in der SPS der Klebeausrüstung und dem Eintreffen in der Robotersteuerung zum Verarbeiten der Information.
ABB hat nun zusammen mit Kooperationspartnern einen Roboter mit vollständig in die Robotersteuerung integrierter Klebeausrüstung entwickelt, der diese Nachteile vermeidet. Mit der neuen Lösung erzielen Anwender laut ABB erheblich kürzere Programmier- und Ansprechzeiten des gesamten Systems. Außerdem sparen sie Investitionskosten aufgrund der drastisch reduzierten Zahl elektronischer Bauteile. Und die integrierte Systemlösung soll gegenüber getrennten Steuerungen ein deutlich präziseres Dosieren von Klebstoff oder Dichtmasse ermöglichen – und dies bei signifikant höheren Prozessgeschwindigkeiten.
Der Hintergrund: Ein definierter Klebeauftrag erfordert nicht nur maximale Bahnpräzision, sondern auch eine hohe Wiederholgenauigkeit des Roboters und des von ihm geführten Auftragssystems. Das System muss sich beispielsweise automatisch an unterschiedliche Bahnbeschleunigungen und die hierfür erforderlichen Durchsätze anpassen.
Das ABB-Funktionspaket „Gluing Function Package“ sorgt dafür, dass der Kleberoboter diese Aufgaben erfüllt. Es umfasst einen elektrisch angetriebenen Einfach- oder Doppeldosierer mit Applikator, eine Pumpe zur Materialversorgung und eine Heizung zum Temperieren des Klebers. Kern der Applikation ist die Robotersteuerung IRC5. Sie regelt die Bewegungen mit hoher Bahngenauigkeit und ermöglicht das präzise, wiederholgenaue Ansteuern der Bahnpunkte. Integrierte Softwaremodule wie TrueMove und QuickMove regeln die Bahngenauigkeit und das Beschleunigen und Abbremsen in Abhängigkeit von den abzufahrenden Konturen. Weiter sind Bahnoptimierungen selbst bei schwierigen Klebenähten schnell und einfach möglich.
Der Kleberauftrag lässt sich adaptiv von 1 bis 40 ml/s mit einer Absolutgenauigkeit von ±1 % einstellen. Die Wiederholgenauigkeit liegt bei ±0,3 %. Für ein weites Klebstoffspektrum sorgt die Klebetemperaturregelung. Sie lässt sich auf ±2 °C genau im Bereich von 10 bis 60 °C regeln.
Mit diesem Equipment lassen sich schlüsselfertige Roboterzellen realisieren. Kunden können das Verfahren im ABB-Technikum produktionsnah anhand eigener Materialien kennenlernen. Die Test- und Entwicklungsphase für eine Roboterzelle dauert je nach Komplexität zwischen zwei Tagen und zwei Wochen. Wenn die Automationsspezialisten die Lösung virtuell konzipiert haben, laden sie das Programm in eine entsprechend vorbereitete Zelle, in der sie den Prozess an konkreten Werkstücken verifizieren und optimieren. Die ermittelten Parameter sind Basis für schlüsselfertige Kleberoboterzellen.
Gerd Trommer, Hans P. Fritsche Redaktionsbüro in Gernsheim
Teilen:








{kind=link}