





Hybridfertigung | Diese Möglichkeit setzt einen neuen Trend: additiv und spangebend auf einer Maschine fertigen – in einer Aufspannung. Nämlich additiv da, wo es die Gestaltung fordert, und subtraktiv dort, wo das Bauteilvolumen eine spanende Bearbeitung sinnvoll macht. Immer mehr Maschinen können beides.
Edgar LangeFreier Fachjournalist in Düsseldorf
Rainer Gebhardt, Projektleiter der Arbeitsgemeinschaft Additive Manufacturing im VDMA, sieht die Vorteile der Hybridmaschinen vor allem in den Gestaltungsfreiräumen und der Bearbeitung in einer Aufspannung. All das kommt der Genauigkeit zugute. „Hybrid“ bedeutet nach seiner Einschätzung das sinnvolle Verteilen additiver und subtraktiver Bearbeitung: additiv da, wo die Gestaltung es fordert und subtraktiv dort, wo Halbzeug und Volumen des Bauteils eine spanende Bearbeitung sinnvoll machen.
Generell gilt, dass aufgetragene Konturen zumeist nachbearbeitet werden müssen. Die Kombifertigung spart dem Anwender so teure Maschinenzeit und senkt die Investitionskosten, weil er keine separate 3D-Anlage benötigt. Große Bauteile komplett additiv aufzubauen, macht jedoch nur Sinn, wenn es sein muss – ansonsten ist die Kombination aus additiver und spangebender Fertigung natürlich besser. Die Kosten müsse man dabei freilich stets im Blick behalten, betont der VDMA-Experte: „Denn Hybrid bedeutet ja auch, dass immer eines der beiden Verfahren stillsteht.“
Spanen und 3D-Drucken in einem Zug
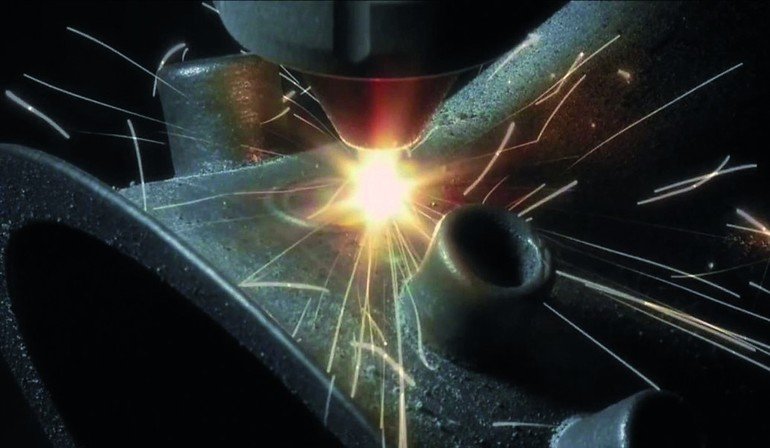
Die neue Hybrid-Maschine von Hamuel verbindet zum Beispiel konventionelles Drehen und Fräsen mit einem additiven Materialauftrag durch Laserschweißen. Der Schweißkopf transportiert den Laserstrahl, das aufzuschweißende Pulver und auch das Schutzgas. So lassen sich grundsätzlich alle schweißbaren Materialien auftragen. Durch den Schichtauftrag von abrasionsbeständigen Werkstoffen können zum Beispiel verschlissene Turbinenschaufeln von Flugzeugtriebwerken repariert oder hochbelastete, verschleißgefährdete Zonen von Bauteilen wie Zahnrädern gezielt verstärkt und geschützt werden. Der Vorteil einer solchen Kombifertigung ist, dass die Genauigkeit der 5-Achsen-Fräsmaschine beim Positionieren der Bewegungsachsen auch für den Schweißprozess zur Verfügung steht, heißt es bei Hamuel. So lassen sich Schweißkonturen mit Genauigkeiten von unter 0,2 mm umsetzen.
Der spanische Werkzeugmaschinenhersteller Ibarmia stellte kürzlich die größte Hybridmaschine mit Namen Add+Process vor. Das in Zusammenarbeit mit der Universität des Baskenlandes und dem Forschungs- und Entwicklungsdienstleiter Tecnalia hergestellte Fahrständerzentrum verbindet das Laser-Auftragsschweißen (Add) mit der Bearbeitung durch ein Fräs- und Drehzentrum (Process). Und die Hybrid Manufacturing Technologies aus dem texanischen Plano hat ein Hybrid-Kit zum Laserauftragsschweißen auf den Markt gebracht, das sich in jede metallbearbeitende CNC-Maschine integrieren lässt, ob neu oder gebraucht: „Durch die Ausstattung einer vorhandenen mehrachsigen CNC-Maschine mit automatisch auswechselbaren Auftragsköpfen wird 3D-Druck in Metall möglich, ohne dass dafür eine separate Maschine gekauft werden muss“, erläutert CEO Dr. Jason Jones.
Im Serieneinsatz ist ein solcher Ambit-Kopf schon auf einer Mill-Grind-Maschine der Elb-Schliff GmbH aus Aschaffenburg, die sich damit zum Schleifen, Bohren, Fräsen und Laserauftragsschweißen des Werkstückes in einer Aufspannung eignet. Der zusätzliche Laserbearbeitungskopf ermöglicht es dem Anwender, etwa Turbinenbauteile oder Werkzeuge zu reparieren, zu erneuern oder mittels Laser zu härten. „Es lassen sich gezielt Hartlegierungen per Laser aufbringen und verschiedene Beschichtungen mit unterschiedlichen Härtegraden erzeugen“, berichtet Peter-Jon Solomon, Experte Hybrid-Technologe von Hybrid Manufacturing.
Reinhard Koll, Leiter Anwendungstechnik bei der WFL Millturn Technologies GmbH & Co. KG, einem Hersteller von Komplettbearbeitungsmaschinen im österreichischen Linz, sieht den Vorteil der hybriden Anlagen darin, nicht nur Kosten beim Rüstaufwand zu sparen: „Bei Geometrien, die aus dem Werkstück herausragen, kann auf überdimensionale Rohlinge verzichtet werden. Das spart Bearbeitungszeit, senkt Werkzeugkosten und ermöglicht es, ohne Umspannung mit zerspanenden Verfahren weiterzuarbeiten.“
Neben dem Aufbauen von Geometrien sei auch das Beschichten von Funktionsflächen mit Korrosions- oder Verschleißschutzschichten ein Zusatznutzen, der für viele Anwender interessant sei, so Koll weiter. Als typische Anwendungsgebiete nennt er das Beschichten von Schnecken, Rotoren, Schraubenspindeln, das Härten von Lagerstellen, Verzahnungen, Dichtringsitzen oder die Reparatur von teuren, beschädigten Werkstücken.
Additiv zu fertigen: Überhänge und Hinterschneidungen
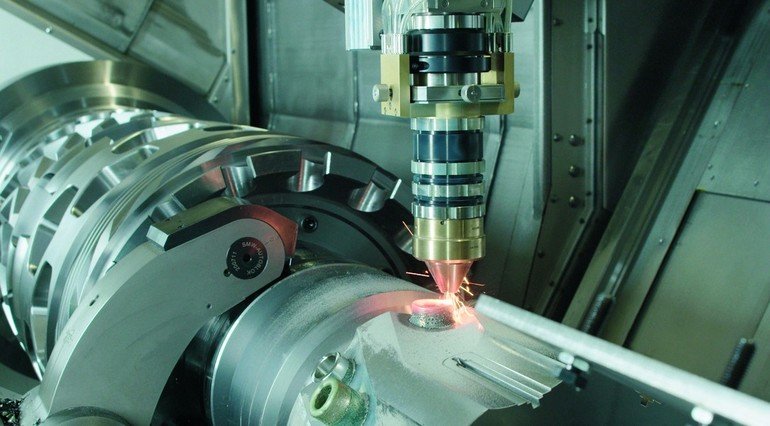
Auch DMG Mori präsentiert Hybrid-Maschinen, die das generative Laserauftragschweißen in 5-Achs-Fräsmaschinen und Dreh-Fräsmaschinen integrieren: Mittels Metallpulverdüse wird ein Auftragsprozess umgesetzt, der laut Hersteller 10- bis 20-fach schneller ist, als das herkömmliche Generieren im Pulverbettverfahren (SLM). Bei diesem „Laser Deposition Welding“ sind störende Stützgeometrien durch das 5-achsige Auftragen nicht mehr notwendig und es lassen sich sogar Überhänge fertigen. Da die Oberflächenbeschaffenheit bei diesem Verfahren zunächst etwas rau ist, wechselt die Anlage nach dem Prozess auf den zweiten Kopf, eine 5-Achs-Fräse. Mit dieser Kombination lassen sich dann nahezu perfekte Oberflächen in fast jeder Form schaffen. Als Anwendungsbeispiel präsentiert DMG Mori den Laseraufbau eines Schaufelrades aus Edelstahl auf seiner Hybridmaschine Lasertec 65 3D: Das Laserauftragschweißen dauert 312 min und das anschließende Fräsen 240 min.
Hybridfertigung erfordert andere Software
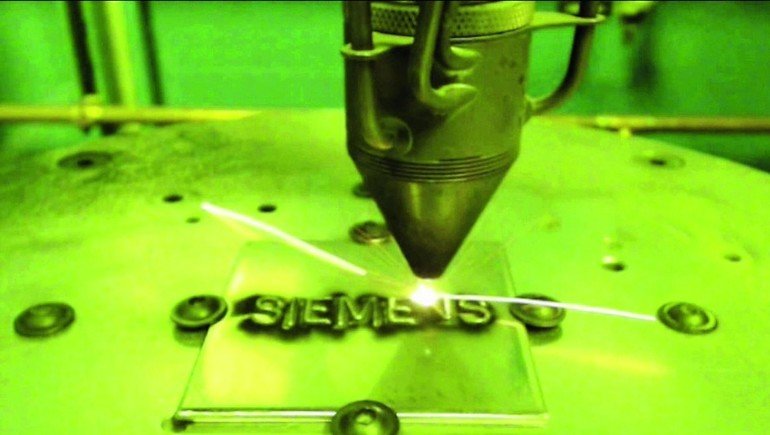
Für die Programmierung der Prozessschritte kommt hier das eigens für die generative Fertigung entwickelte Siemens-Modul NX Hybrid Additiv Manufacturing zum Einsatz, speziell für die Lasertec 65 3D und die CNC-Steuerung Sinumerik 840D. Denn eine Fertigungsmaschine muss für additive Techniken grundsätzlich anders programmiert werden.
Beispielsweise unterliegen die Wege, die der Druckkopf abfährt, völlig anderen Vorgaben als die Wege eines Fräskopfs. In hybriden Maschinen muss sinnvoll zwischen additiven und subtraktiven Schritten gewechselt werden – etwa um ein gedrucktes Teil nachzubearbeiten, bevor es von nachfolgenden Teilen so verdeckt wird, dass es für die Fräse nicht mehr zugänglich ist. Hinzu kommt die Temperatur als zusätzlicher Steuerungsparameter: Beim Laserauftragschweißen wird die zu bearbeitende Stelle erwärmt und Metall aufgeschmolzen. Welche Wärmemenge der Druckkopf aufbringt, hängt von der Temperatur des Werkstücks ab. Je mehr Zeit seit dem letzten Bearbeitungsschritt vergangen ist, desto stärker ist es abgekühlt und desto mehr Laserleistung muss der Druckkopf aufbringen.
Siemens hat seine PLM-NX-Software für Design, Konstruktion und Fertigung aus diesen Gründen um das Modul NX Hybrid Additiv Manufacturing erweitert. Die Software erlaubt die Konstruktion von Produkten mit einer Kombination aus subtraktiven und additiven Techniken und sorgt für einen sinnvollen Ablauf der Prozessschritte. Die mit NX Hybrid Additiv Manufacturing entworfenen Produkte oder Werkstücke lassen sich durch Kombination von Materialauftrag und Zerspanung nun in einem einzigen CNC-Programm fertigen, so dass kein Daten- oder Genauigkeitsverlust mehr durch den Umweg über Zwischenformate entsteht. Die Software simuliert den gesamten Fertigungsvorgang und überträgt den geprüften Prozess auf die Maschinensteuerung.
Laut Jan Larsson von Siemens PLM Software löst der hybride Ansatz auch das Problem der Toleranzen und Genauigkeiten, da am fertigen Produkt gemessen und geglättet werden kann. Die Möglichkeit, in kleinen Schritten Material hinzuzufügen oder abzutragen, erlaubt es auch, Formen nachträglich anzupassen statt sie ganz neu zu konstruieren. Weiter können additiv mit feineren Details hergestellte Bauteile anschließend durch Abrasieren rauer Kanten fertiggestellt werden.
Nach Einschätzung von Dr. Eric Klemp, Geschäftsführer des Direct Manufacturing Research Center (DMRC) der Universität Paderborn, sind durch die Kombination von Materialaufbau und -abbau in einer Maschine „Funktionen integrierbar, die bislang nicht möglich waren“. So könnten verschiedenartige Materialien in einem Fertigungsprozess verwendet werden.
„Ein Zusatznutzen liegt darin, dass in den Prozess das langjährige Know-how der Werkzeugmaschinenhersteller einfließt.“ Weitere Vorteile sieht der 3D-Experte in den Möglichkeiten der Massenfertigung und der Standardisierung sowie den Aspekten Genauigkeit, Reproduzierbarkeit, Herstellung von Hinterschneidungen und nicht zuletzt in der Formfreiheit und im Einsparen von Material. Dazu brauche man aber auch „smarte Personen, die willens und fähig sind, beides zu kombinieren“, gibt Klemp zu bedenken.
Hermle: hybrid gefertigte Teile als Dienstleistung
Während DMG Mori Seiki und Hamuel die Kombination von Laser-Auftragsschweißen und Fräsen in einer Maschine bevorzugen, setzt Anbieter Hermle bei seinen Kombimaschinen auf das Metall-Pulver-Auftragsverfahren (MPA). Bei diesem thermischen Spritzverfahren wird Metallpulver in großen Mengen schichtweise aufgebracht und zu soliden Festkörpern kompaktiert. Es dient dazu, Bauteile zu fertigen, die zerspanend nicht oder nur teilweise herzustellen sind.
Beim MPA werden Pulverpartikel mit Hilfe eines Trägergases auf sehr hohe Geschwindigkeiten beschleunigt und durch eine Düse auf das jeweilige Substrat aufgebracht. Der austretende Pulverstrahl führt mit mehreren Millimetern Durchmesser zu Aufbauraten von über 200 cm³/h und erlaubt so das Herstellen großvolumiger Bauteile mit mehreren hundert Kilogramm Gewicht und bis zu 500 mm Durchmesser. Sie finden ihre Anwendung insbesondere im Werkzeug- und Formenbau für den Spritz- und Druckguss. Durch das Metall-Pulver-Auftragsverfahren können Teile mit nahezu beliebiger Innengeometrie gefertigt werden. Neben oberflächennahen Kühlkanälen lassen sich aber auch Heizleiter oder Thermoelemente einbetten.
Weitere Beispiel-Anwendungen sind Zahnräder mit Kühlung. Oder zylindrische Rohlinge, bei denen rotierend eine Schicht Werkzeugstahl aufgetragen und durch anschließendes Planfräsen auf Maß gebracht wird.
Allerdings bietet Hermle die MPA-Technologie derzeit nur als Dienstleistung seiner Tochtergesellschaft HMG GmbH für die Kunden an. Maschinen können (noch) nicht erworben werden.
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}