
Voll automatisiert fertigt das Bearbeitungszentrum Picomax 95-M bei Schunk Präzisionswerkzeughalter. Die Losgrößen sind klein, bis hin zu Einzelteilen. Abgestimmte Spannsysteme reduzieren die Nebenzeiten aufs Minimum.
Wenn bei der Schunk GmbH & Co. KG in Lauffen am Neckar die Spätschicht in den wohlverdienten Feierabend geht, legt in Halle 6 die Fertigung von Präzisionswerkzeughaltern noch einmal richtig los. Aus einem Magazin mit 54 Paletten greift das vollautomatische Bearbeitungszentrum Picomax 95-M der Fehlmann AG, Seon/Schweiz, die ganze Nacht über Werkstücke ab, bearbeitet sie und legt sie anschließend wieder selbständig zurück. Gefertigt werden hochpräzise Werkstücke in kleinen Serien, bis hin zu individuellen Einzelteilen. Dazu bedient ein Roboter zwei Maschinen aus einem zentralen Regalsystem.
„Mit den automatisierten Bearbeitungszentren von Fehlmann können wir Arbeitszeit in einer Größenordnung von ein bis zwei Schichten einsparen“, sagt Jochen Ehmer, Technischer Betriebsleiter bei Schunk. Lediglich zur Überwachung werden während des Programmablaufs noch Mitarbeiter benötigt. Sie sind für mehrere Anlagen gleichzeitig zuständig. „Unsere Automatisierungslösung sorgt für eine deutlich höhere Maschinenleistung pro Tag, weil wir ohne Unterbrechung rund um die Uhr fertigen können“, erläutert Ehmer. Zudem wirke sie sich positiv auf die Personalkosten aus. Bei einem Einsatz rund um die Uhr an 365 Tagen im Jahr auf zwei Maschinen ermöglicht das Bearbeitungssystem rechnerisch stolze 17 520 Betriebsstunden. So amortisiert sich im Laufe der Zeit der im Vergleich zu konventionellen Fräsmaschinen höhere Anschaffungspreis. Die mit der Anlage eingesparten Mannstunden werden für andere Aufgaben dingend benötigt. Das bestätigen die 157 Arbeitsplätze, die Schunk allein 2006 zusätzlich geschaffen hat.
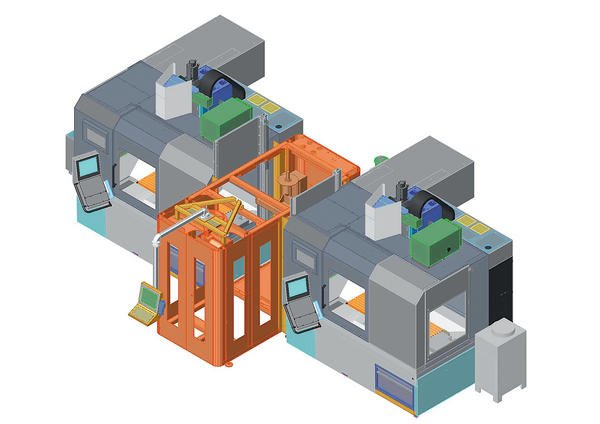
Bei der Anlage in Lauffen sind zwei kompakte Fräsmaschinen mit einer automatischen Werkstückbeschickung kombiniert, die zentral zwischen beiden Maschinen angeordnet ist. Beide Präzisionsfräsmaschinen sind nach dem aktuellen Stand der HSC-Technologie ausgestattet. Die Fehlmann HSK-A63-Motor-Spindel ist für Drehzahlen bis zu 20 000 min-1 ausgelegt. Der große Drehzahlbereich der Spindel, hochdynamische, digitale Antriebe und die hohe Steifigkeit der Maschinenstruktur sind die Basis für die Hochgeschwindigkeits-Bearbeitung. Eine aktive Spindelkühlung sorgt für hohe thermische Stabilität. Das Leitrechnersystem der Schweizer steuert und überwacht sowohl die Maschine als auch den Roboter. Ein Zellmanager verwaltet die einzelnen Aufträge, wobei Prioritäten und Ablauf manuell definiert werden. Der Bediener kann bei laufender Anlage per Mausklick die Reihenfolge oder die einzelnen Parameter ändern. Aufträge können vorgezogen oder neu eingefügt werden. So bleibt für den Anwender auch im automatischen Betrieb die Flexibilität voll erhalten.
„Damit die Anlage möglichst selten still steht und wir zugleich dauerhaft beste Bearbeitungsergebnisse erzielen, stimmen wir die ganze Prozesskette sorgfältig aufeinander ab“, beschreibt Ehmer. Die Werkstücke werden in Handspannfuttern des Typs Rota-S aus dem Produktportfolio der Lauffener gespannt. Das Futter hat einen extrem steifen Körper, der selbst bei höchster Spannkraft und radialer Belastung für Präzision sorgt. Der einsatzgehärtete Futterkörper sichert zudem eine lange Lebensdauer. Den Umbau des Futters innerhalb kürzester Zeit erlaubt ein Backenschnellwechselsystem mit einer Wiederholgenauigkeit von 0,02 mm.
Das Futter mit dem gespannten Werkstück ist auf eine Palette montiert, die wiederum mit dem Spannbolzen des Nullpunktspannsystems Unilock verbunden ist. Dessen Gegenstücke sind in Form pneumatischer Spannmodule im Maschinentisch integriert. Die Fixierung beziehungsweise Positionierung erfolgt über einen Kurzkegel. Das gewährleistet eine Wechselwiederholgenauigkeit unter 5 µm. Weil es nur eine Spannbolzengröße gibt, ist sichergestellt, dass das Werkstück quasi im fliegenden Wechsel von Maschine zu Maschine, von Modul zu Modul, von Bearbeitung zu Bearbeitung wandern kann. Dadurch lässt sich die Rüstzeit drastisch verkürzen. Der so genannte Milling Center Manager von Fehlmann steuert das Beschicken der Maschine. Das System sorgt für uneingeschränkte Verfügbarkeit von Werkstücken sowie Prozesssicherheit in der mannlosen Schicht. Das in Lauffen eingesetzte Regalsystem bietet 54 Paletten und damit 54 Werkstücken Platz, die von einem Standard-Roboter gehandhabt und vollautomatisiert nacheinander bearbeitet werden.
Für die Bearbeitung setzt Schunk zwei unterschiedliche Präzisionswerkzeug-Haltersysteme ein: das Hydro-Dehnspannfutter Tendo und das Polygonspannfutter Tribos. Beide Systeme weisen Rundlauf- und Wiederholgenauigkeiten von weniger als 3 µm auf und verfügen über eine sehr gute Schwingungsdämpfung. Das schont die Werkzeuge und verlängert deren Standzeiten. Zudem ermöglichen die Werkzeughalter einen schnellen und unkomplizierten Wechsel der Tools. Die Werkzeuge werden vor- und teilweise auch nach der Bearbeitung über eine Laservermessung geprüft. Sollte eines brechen oder verschlissen sein, setzt die Anlage vollautomatisch ein Schwesterwerkzeug ein oder bearbeitet alternativ andere Werkstücke.
Lösungen, wie die Maschinen-Automatisierung bei Schunk in Lauffen sind auf dem Vormarsch. Die Anlagen werden in der Teilefertigung, aber auch im Werkzeug- und Formenbau eingesetzt. Anwender sind oftmals kleine und mittlere Betriebe, die mit dem vorhandenen Mitarbeiterstamm rund um die Uhr produzieren wollen. hw
Schneller Backenwechsel ist auf 0,02 mm präzise
Kosteneffizienz
Ein vollautomatisiertes Fertigungssystem aus zwei Maschinen, Handling und passender Spanntechnik sorgt für maximale Produktivität. Es lässt dem Bediener aber auch genügend Spielraum, die Prozesse an aktuelle Bedürfnisse anzupassen. Lösungen dieser Art eignen sich auch für kleine und mittlere Unternehmen.
Unsere Whitepaper-Empfehlung

Benutzeridentifizierung und Zugangskontrolle verbessern Sicherheit und Transparenz im Flottenmanagement
Teilen:








{kind=link}