
Spritzgießanlagen werden von Jahr zu Jahr leistungsfähiger: Sie liefern einen höheren Ausstoß, sind präzise und integrieren immer mehr Funktionen in die Fertigungszelle. Doch jetzt kommt eine neue Forderung hinzu: Die Anlagen sollen mit Kilowattstunden knausern.
Bei unserer Trendumfrage zur Fakuma nannten die Spritzgießmaschinenhersteller fast übereinstimmend die Energieeffizienz an erster Stelle. Kein Wunder angesichts rasant ansteigender Öl- und Energiekosten. Compoundeure und Materialhersteller schicken fast täglich Verlautbarungen an die Fachpresse, dass sie die Preise erhöhen. Doppelt gekniffen sind dabei die Verarbeiter: Für sie verteuern sich die Material- und die Energiekosten im Gleichtakt – das Spritzgießen wird immer teurer. Die einzige Ausflucht besteht darin, den energieintensiven Prozess so effizient wie irgend möglich ablaufen zu lassen. Die Maschinen- und Anlagenanbieter präsentieren dazu ihre Konzepte auf der Fakuma. Jeder Anbieter wird in Friedrichshafen ein Bündel von Vorschlägen parat haben, wie sich der Prozess sparsamer gestalten lässt: Sie sind auf den Seiten 27 bis 28 in übersichtlicher Tabellenform nachzulesen – eine gute Vorbereitung auf den Messebesuch. Doch an wem oder was soll sich der Verarbeiter nun orientieren?
Die gestiegene Bedeutung der Energieeffizienz kommt zunächst jenen Anbietern entgegen, die schon bisher stark auf vollelektrische Spritzgießmaschinen setzten. Wie zum Beispiel die Fanuc Roboshot Europe GmbH, Neuhausen, die seit 1984 ausschließlich vollelektrische Maschinen anbietet (made in Japan) und für sich in Anspruch nimmt, die Technologie seither am gründlichsten weiterentwickelt zu haben. Oder die Ferromatik Milacron Maschinenbau GmbH aus Malterdingen, die 1992 die erste europäische vollelektrische Spritzgießmaschine einführte. Heute verkauft Ferromatik nach eigenen Angaben jede zweite Maschine als vollelektrische – und hat bei dieser Bauart damit einen weitaus höheren Umsatzanteil als alle anderen europäischen Hersteller.
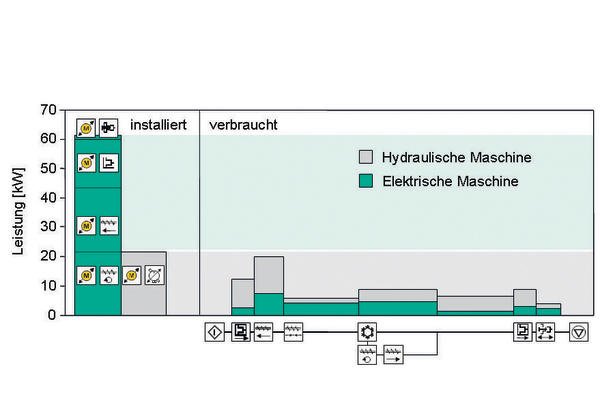
Die elektrische Spritzgießmaschine (SGM) ist zwar teurer als die hydraulische. Die Fachleute bescheinigen ihr aber, dass sie je nach Prozess gut 50 % energieeffizienter arbeitet. Denn sie verbraucht nur dann Strom, wenn tatsächlich eine Bewegung stattfindet. Wird die jeweilige Achse direkt angetrieben, hängt der Wirkungsgrad nur noch von Motor und Elektronik ab, während sich bei hydraulischen Achsen die Verluste von E-Motor, Pumpe, Ventil und Hydromotor aneinanderreihen. Zudem entstehen Leerlaufverluste bei der hydraulischen Maschine, wenn die Achsen stillstehen.
Trotz dieser Argumente ist die vollelektrische SGM kein Patentrezept zum Energiesparen, sondern nur ein Ansatzpunkt von vielen. Auch die hydraulische SGM lässt sich optimieren. Sinnvolle Maßnahmen sind der Einsatz von drehzahlgeregelten Pumpen, eine lagegeregelte Einspritzung, intelligente Speicherlade-Strategien oder elektromechanische Antriebe für Teilfunktionen wie das Dosieren (wodurch die hydraulische zur hybriden Maschine wird). Außerdem will bedacht sein, dass selbstverständlich auch elektrische Antriebe große Effizienzunterschiede aufweisen. Ihren Wirkungsgrad steigern Motoren der Effizienzklasse Eff 1 oder Flüssigkeitskühlungen, falls sich die Wärme des Kühlwassers für andere Zwecke verwenden lässt.
Nicht zuletzt hängt die Energieeffizienz davon ab, dass die SGM richtig ausgelegt wird und im optimalen Arbeitsbereich läuft. Je nach Anwendung ist darüber hinaus eine Reihe von Sondermaßnahmen denkbar, um die Effizienz zu steigern. Sie reichen von der Induktionsheizung für den Plastifizierzylinder über eine spezielle Isolation des Zylinders bis hin zur anwendungsbezogenen Optimierung der Schneckengeometrie.
„Mit einem guten Energiemanagement lässt sich sehr viel erreichen“, sagt Dr. Jörg Dassow, Marketingleiter bei Ferromatik. „Voraussetzung ist aber eine ganzheitliche Betrachtung des Prozesses.“ Ferromatik Milacron stellt dafür auf der Fakuma das Programm „Green-Line“ vor. Neben einer intensiven Beratung sieht es Energie-Verbrauchsmessungen für alle Teilfunktionen vor. Die Auswertung mündet in Vorschläge für eine energieoptimierte Maschinenaustattung mit durchkalkulierten Energiekosten. Zuletzt erhalten die Mitarbeiter eine Schulung. „Unter Berücksichtigung aller Parameter kann eine Stückkostenkalkulation durchaus ergeben, dass eine etwas geringere Ausstoßleistung die Energiekosten senkt und somit unter dem Strich wirtschaftlicher ist“, gibt Dr. Dassow zu bedenken.
Wie wichtig es ist, genau hinzuschauen, zeigen exemplarische Untersuchungen des Spritzgießmaschinenbauers Arburg GmbH + Co. KG in Loßburg. „Es gibt einen großen Overhead an Energieverlustquellen, so dass nicht von vornherein klar ist, dass die Optimierung der Spritzgießmaschine das Meiste bringt“, erklärt Dr. Thomas Walther, Bereich Verfahrensentwicklung Kunststoffe.
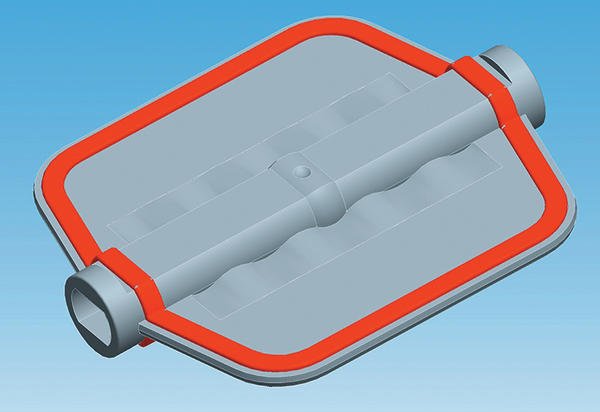
Bei den Untersuchungen erstellte Arburg die Gesamt-Energiebilanz für zwei unterschiedliche Spritzgießprozesse: die Herstellung eines Verpackungsartikels und eines technisch anspruchsvollen Optikbauteils (Details siehe Fachbeitrag ab Seite 42). Der Yoghurtbecher aus PP zeichnet sich durch sehr dünne Wandstärken aus, das optische PC-Bauteil hingegen durch dicke Wandstärken und hohe Genauigkeitsanforderungen.
Bei der Analyse wurde deutlich: In der Theorie benötigt PC zwar weniger Energie zum Aufschmelzen als PP. Doch im realen Spritzgießprozess übersteigt der spezifische Energieverbrauch des Optikbauteiles aus PC den des PP-Bechers um ein Vielfaches. Der Wirkungsgrad ist beim Technikteil also erheblich niedriger. Noch einschneidender ist, dass beim PC-Spritzling der größte Teil der investierten Wärme durch Abstrahlung an die Umgebung verloren geht und nicht im Kühlwasser landet, weil das Werkzeug beheizt und nicht gekühlt wird. Der große Energiefresser ist hier also nicht die SGM, sondern das Werkzeug.
Fazit: Die Maßnahmen, die für die Energieeffizienz zu ergreifen sind, hängen sehr stark von der Anwendung ab. „Man muss den Prozess ganzheitlich betrachten, sonst kommt man nicht weiter“, erklärt Dr. Walther und stimmt damit völlig mit Dr. Dassow überein. „Letztendlich muss immer eine Energiebilanz erstellt werden.“ Denn was nützt es, wenn eine an sich effiziente SGM nicht optimal ausgelastet wird und dadurch Wärmeverluste entstehen? Oder wenn die Energie durch ein schlecht ausgelegtes Werkzeug verloren geht?
Auch hier lässt sich optimieren, an erster Stelle bei der Auslegung des Werkzeugs, beispielsweise aber auch bei der Auswahl der Schlauchleitungen oder durch Anbringen von Isolierplatten zwischen Werkzeug und Aufspannplatte.
Schlussendlich tragen auch Peripheriegeräte wie Trockner zum Energieverbrauch bei und sollten in die Bilanz aufgenommen werden. Den Verarbeiter stellt dies vor große Herausforderungen, die er womöglich alleine gar nicht lösen kann. Im Zweifelsfall sollte er sich kompetent beraten lassen.
Arburg gehört zu jenen Herstellern, die das Hauptaugenmerk bisher auf die günstigeren hydraulischen SGM legten, will die Weiterentwicklung der vollelektrischen SGM nun aber forcieren. Die Schwarzwälder haben die Energieeffizienz zum Unternehmensziel erklärt und sich auf die Fahnen geschrieben, den Verbrauch der Anlagen beim Kunden durch intensive Beratung zu minimieren. Andere Anbieter gehen ähnlich vor. KraussMaffei etwa will auch ältere Baureihen optimieren und kündigt an, „intelligente Nachrüstungsangebote“ zu entwickeln.
Die Branche ist einerseits technologisch gut vorbereitet, andererseits überrascht vom plötzlichen Ruf des Marktes nach Energieeffizienz. So trifft der Besucher auf der Fakuma auf eine Fülle alter Lösungsansätze, vermischt mit neuen Ideen. Konzepte zur Energierückgewinnung bei Bremsvorgängen von Motoren etwa, wie sie Fanuc, Demag und Netstal schon lange im Programm haben, finden neue Beachtung. Andere Hersteller ziehen mit vergleichbaren Technologien nach. Die Demag Plastics Group wiederum, die auf der Fakuma nach bereits erfolgter Übernahme die Umfirmierung in Sumitomo-Demag bekannt geben wird, demonstriert mit Siemens die Idee zu einem neuartigen Energie-Management-System: Ein Großbildschirm soll während der Messetage den Verbrauch der produzierenden Sumitomo-Demag-Anlagen anzeigen.
Auch die Verbände werden aktiv. Auf Initiative des Fachverbands Kunststoff- und Gummimaschinen im VDMA will Euromap ein standardisiertes Messverfahren entwickeln, das den Energieverbrauch von Spritzgießmaschinen vergleichbar machen soll. „Alle europäischen Unternehmen mit Rang und Namen sind in der Arbeitsgruppe vertreten“, versichert Joachim Vettkötter, technischer Referent beim VDMA-Fachverband. Ein zweiter Schritt könnte dann in Richtung eines international anerkannten Energiepasses gehen.
Vettkötter warnt allerdings davor, die Energiekosten isoliert vom Gesamtkomplex der Lebenszykluskosten zu sehen, zu denen sie beitragen. So fügt sich der Trend zur Energieeffizienz in den umfassenderen Trend zur Stückkostensenkung ein, der auf der Fakuma wie in den vergangenen Jahren zu beobachten sein wird.
Nur zwei Beispiele: Die KraussMaffei Technologies GmbH, München, integriert bei ihrer neuen vollelektrischen Baureihe AX den Roboter komplett in die Maschineneinhausung – liefert die Automation also gleich mit und reduziert damit die Gesamtkosten. Und die Dr. Boy GmbH & Co. KG, Neustadt-Fernthal, propagiert das angusslose Spritzen. Denn besonders bei kleinen Teilen entfallen mit dem Anguss große Mengen überschüssigen Materials und damit Energie, die nutzlos vergeudet würde: Materialeffizienz meets Energieeffizienz.
Olaf Stauß olaf.stauss@konradin.de
Neue Technologien
50 % Energieeinsparung und mehr versprechen die Anbieter vollelektrischer Spritzgießmaschinen. Das zeigt schon, wie viel Geld in dem energieintensiven Prozess zu gewinnen oder zu verlieren ist. Neue Technologien können durchaus zum Erfolg verhelfen, wenn sie richtig eingesetzt werden. Noch wichtiger aber ist eine energieeffiziente Auslegung des Prozesses inklusive Werkzeug und Peripherie. Bei Bedarf ist kompetente Beratung empfehlenswert!
Unsere Whitepaper-Empfehlung

Benutzeridentifizierung und Zugangskontrolle verbessern Sicherheit und Transparenz im Flottenmanagement
Teilen:








{kind=link}