



Ein automatisierter Vorgang zum Weitertransport von Produkten spart Unternehmen Zeit und Geld. Mit dem 3-Achs-Handlingsystem von Baumüller können Hersteller ihre Anlagen einfach nachrüsten.
Frank Kästner & Susanne AufmuthApplikationsingenieur und Pressesprecherin, beide bei Baumüller in Nürnberg
Produkte in Form von beispielsweise Kartons, Kunststoffteilen, Flaschen oder auch Lebensmitteln in Produktionsanlagen zu transportieren, ist meist kosten- und zeitaufwendig. Gerade hier bieten sich automatisierte Verfahren an. Unternehmen, die in diesem Bereich bisher kein automatisches Handling einsetzen, können mit einem 3-Achs-Handlingsystem von Baumüller ihre Anlagen einfach nachrüsten – und sparen so Kosten und Zeit.
Der Nürnberger Hersteller von elektrischen Automatisierungs- und Antriebssystemen hat ein Komplettpaket für Handlingsysteme entwickelt, das Maschinen laut Unternehmensangaben schnell und einfach mit Halbzeugen bestücken sowie Produkte entnehmen kann. Mithilfe einer intuitiven Visualisierung können auch Nicht-Techniker die Anlagen bedienen und parametrieren. „Aus Erfahrung wissen wir, dass nicht nur erfahrenes Technikpersonal mit unserer Visualisierung zurechtkommen muss. Maschinenführer haben in einigen Fällen keine technische Ausbildung und müssen sich nur mit einer kurzen Einweisung zufriedengeben“, erklärt Benjamin Weggel, Applikationsingenieur bei Baumüller. Daher habe sein Team beim Entwicklungsprozess vor allem versucht, sich in verschiedene Anwenderszenarien hinein zu versetzen.
Das Handlingsystem besteht aus einer Steuerungshardware sowie Software und Visualisierung, Servoumrichtern und Servomotoren. Mit der umfangreichen Softwarebibliothek bekomme ein Maschinenbauer eine Handlingeinheit, mit der er lediglich durch Parametrieren verschiedene Funktionen erhalte, teilt der Anbieter mit. Das System kann er entweder bereits bei der Entwicklung in die Maschine integrieren oder nachrüsten. Zudem kann es sowohl über die übergeordnete Maschinensteuerung oder als autarke Einheit betrieben werden. Dies wird durch die genormte digitale Euromap- 67-Schnittstelle möglich, über die die Handlingeinheit mit der Produktionsmaschine verbunden werden kann. Künftig wird die nachfolgende Schnittstelle Euromap 77 auch Möglichkeiten für Industrie-4.0-Anwendungen bieten. Die Hauptsteuerung der Anlage kann dann über einen Netzwerkanschluss auf die Visualisierung der Einheit zugreifen. So kann der Bediener das Handling direkt am Hauptterminal bedienen.
Einsatz von Motoren mit integrierten Antriebsreglern spart Platz im Schaltschrank
Das System kann mit jeder herstellerbeliebigen Steuerung betrieben werden. Eine digitale Schnittstelle ermöglicht die Kommunikation mit externen Teilnehmern: So erfährt zum Beispiel das Förderband, wann die Palette voll ist und weitertransportiert werden muss. Bei Platzmangel im Schaltschrank oder im Fall, dass der Schaltschrank beim Anwender komplett entfällt, kann das Handlingsystem mit den dezentralen Antrieben b maxx 2500 ausgestattet werden. Das heißt, dass die im Schaltschrank montierten Antriebsregler entfernt und direkt am Motor angebaut werden. Dadurch spart der Anwender Platz.
Eine übersichtliche Darstellung der Bedienwege erleichtert das Parametrieren und Bedienen der Maschinen für den Techniker, so der Hersteller. Eine Programmierung in webfähigem HTML-Code und ein vorinstallierter Scada-Server ermöglichen dem Werker, die Maschine auch auf mobilen Endgeräten wie einem Smartphone oder einem Tablet-PC zu bedienen. Hierfür hat der Anbieter zwischen vier Nutzergruppen unterschieden: Bediener, Produktionsleiter, Service und Administrator. Den Gruppen können spezifische Zugriffsrechte zugeteilt werden. Um Rüstzeit zu sparen, kann an einem Display zudem die Anlage gesteuert werden, während an einem anderen die nächste Schrittkette vorbereitet wird. Damit die Handlingeinheit möglichst flexibel eingesetzt werden kann, wurde sie so entwickelt, dass der Anwender die Sequenzen des Handlings, wie etwa neue Zielkoordinaten oder eine andere räumliche Lage der Arbeitsbereiche, direkt in der Benutzeroberfläche eingeben kann. Somit müssten keine Anpassungen in der Maschinensoftware, also auf der PLC-Programmierebene, erfolgen, erklärt Weggel.
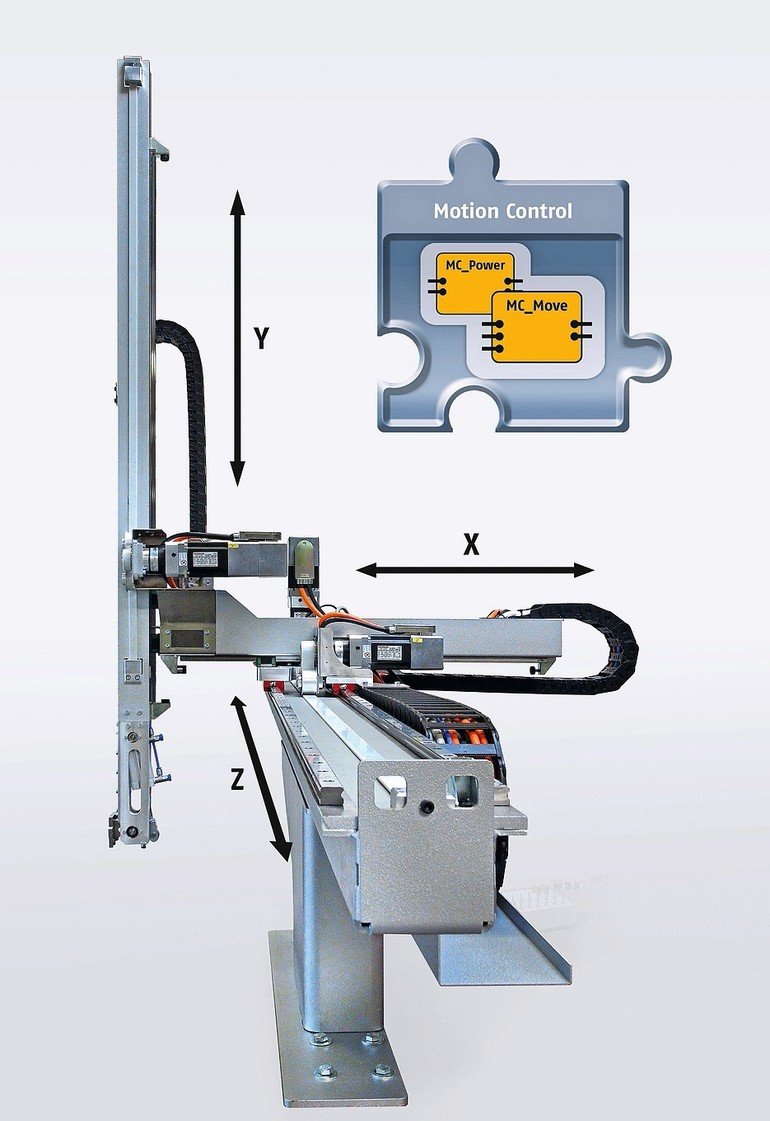
Auf der mehrsprachigen Benutzeroberfläche kann der Anwender individuelle Schrittketten erstellen und so die Entnahmeposition, den Weg und die Ablageposition festlegen. Die Bewegungen werden mit sogenannten Coordinated-Motion-Bausteinen realisiert. Dadurch können sich alle drei Achsen im Raum frei bewegen. Der Bediener kann die Bewegungen auch verketten und so kontinuierliche Bewegungsabläufe mit hohen Geschwindigkeiten umsetzen. Im Werkzeugkasten sind häufige Aktionen wie „Schritt löschen“, „Leer-Schritt einfügen“ oder „Schrittbereich kopieren“ vorimplementiert. Neue Schrittketten kann der Bediener während des laufenden Betriebs erstellen. Die einzelnen Schritte können von einem Watchdog beobachtet werden, sodass die Schrittkette bei einem Fehler sofort stoppt und eine Fehlermeldung ausgegeben wird.
Nach dem Erstellen der Schrittkette prüft das System in einem automatischen Check die Konsistenz der Eingabedaten, etwa bezüglich Reihenfolge oder Geschwindigkeit. Die fertigen Schrittketten kann der Anwender in einem Filesystem speichern. Außerdem kann er einen Sperrbereich definieren: Spezielle Softwarebausteine für Kollissionsschutz verhindern dann, dass der Sperrbereich im Verfahrweg des Greifers liegt. Auch die Maße des Greifers können individuell festgelegt werden: So kann der Greifer genutzt werden, der sich am besten für die gewählte Applikation eignet. Positionen können dann sowohl über x/y/z-Koordinaten angegeben werden als auch über eine bereits voreingestellte Auswahl. Aufgrund der Palettierfunktion im Schrittketteneditor muss der Bediener pro Palettentyp nur die Start-Position, die Rasterung und die Maße der Palette eingeben. Das System errechnet dann selbständig die übrigen Ablagepositionen.
Über eine Analyse des Ethercat-Systems und der digitalen I/O-Signale ermittelt die Handlingeinheit automatisiert Zustände, beispielsweise Leitungsbrüche, Fehler im Antrieb oder die Aktualität der Firmware. Damit werden Serviceeingriffe beschleunigt und Kosten gespart, betont der Hersteller. Zu Test- und Diagnosezwecken kann die Handlingeinheit auch im Einzelschrittbetrieb gefahren werden.
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}