

Im Schiffbau werden Decks und Zwischenwände als Module verschweißt und anschließend an ihre Position gebracht. Eine CNC von IBH sorgt dafür, dass die Produktion auf einer der größten Laserschweißanlagen nicht aus dem Ruder läuft.
Die Maschine ist hallenfüllend: 40 m lang und 6 m hoch bringt sie eine Masse von 260 t auf den Boden. Die gigantische Laser-Hybridschweißanlage steht bei der Meyer Werft in Papenburg. Teile der berühmten Aida-Schiffe werden auf ihr geschweißt. Gut 250 m lang ist ein solches Clubschiff. 15 Stockwerke türmen sich auf und bieten mehr als 2000 Passagieren Platz. Die Ansprüche der Meyer Werft an die Maschinen, die für die Produktion eines solchen Schiffes benötigt werden, sind hoch: Die Schweißanlage ist mit einem 12 kW CO2 Laser von Trumpf und einer 900 A MIG-Stromquelle ausgestattet. „Durch diese Anlage wird die Anzahl der Verbindungsstellen über die Länge eines Schiffes erheblich reduziert und damit werden Kosten gespart“, verkündet der Maschinenbauer, die Held Systems Deutschland GmbH in Heusenstamm.
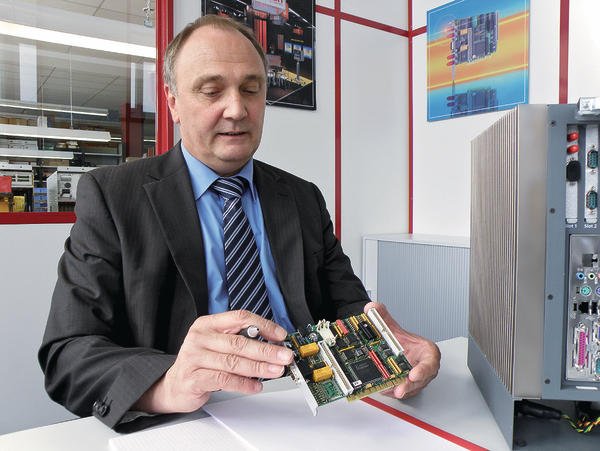
Anspruchsvolle Aufgaben warteten auf alle Partner bei diesem Projekt der Superlative. Mit zentraler Funktion dabei: die IBH Automation Gesellschaft für Steuerungstechnik mbH in Kornwestheim. Denn von der Hard- und Softwareschmiede nahe Stuttgart stammen nicht nur die Steuerung der Schweißnahtverfolgung und das Management der Schnittstellen, sondern auch die Dateninformationsübertragung. Mehr als 30 Sercos-Achsen hat die Steuerung zu bewältigen. „Und wir mussten sehr viele Schnittstellen managen“, berichtet IBH-Geschäftsführer Roland Jaensch. Dabei scheint die Aufgabe der Maschine auf den ersten Blick gar nicht so kompliziert: Auf liegende Panelbleche, die später im Innenbereich der Schiffe das Deck und die Zwischenwände bilden, werden zur Versteifung senkrecht stehende Aufsetzer geschweißt. Bis zu 30 m sind die Versteifungsstücke lang, die mit dem Laser-Hybrid-Schweißverfahren verbunden werden.
Im Schweißportal wird die Naht zwischen Aufsetzer und Panelblech selbstständig gesucht und verbunden. Sobald ein Aufsetzer verschweißt ist, wird das Panel zur nächsten Naht weitertransportiert. Nur bei Störungen – wenn beispielsweise der Spalt zu breit ist oder wenn Schmutz den Vorgang zu stören droht – muss der Bediener eingreifen. An die Güte der Schweißnaht werden auf der Meyer Werft hohe Anforderungen gestellt. Denn wenn das Blech das Schweißportal verlässt, wandert es weitgehend direkt an die Position im Schiff. Penibel überwachen Kameras und Sensoren deshalb den Fügeprozess.
Basis für die Lösung bildet dabei eine besondere Schweißnahtführung: „Wir sprechen von einer CNC-integrierten Schweißnahtführung“, erläutert Dr. Walter Schwabe, geschäftsführender Gesellschafter der ibs Automation GmbH in Chemnitz. Damit soll ausgedrückt werden, dass, im Gegensatz zu bekannten technischen Lösungen zur Schweißnahtverfolgung, nicht die im Programm hinterlegten Positionen im Interpolator korrigiert werden, sondern ein neues NC-Programm in der CNC automatisch generiert wird. In der Praxis kann die IBH-CNC-Steuerung mit CNC-integrierter Nahtführung Schweißbahnen mit einer Geschwindigkeit oberhalb von 10 m/min bei einem Bahnradius von 40 mm und einer Bahngenauigkeit von + 50 µm generieren.
Dieses Kunststück gelingt nur, wenn tief in die CNC-Betriebsystem-Software eingegriffen wird – einen Weg, den die Kornwestheimer geebnet haben: Als sogenannter Compile-Zyklus wird die Schweißnahterkennung auf die CNC aufgesetzt. Als einer der wenigen Hersteller in Deutschland stellt IBH diese Schnittstelle zur Verfügung. Bei Maschinenbauern ist diese Schnittstelle durchaus beliebt, lassen sich doch über sie leicht bestimmte Funktionen und eigene Software-Entwicklungen in C++ in die CNC-Software einbinden. Ohne über eine aufwändige Sondersoftware zu gehen, können über diese offene Tür für Zusatzfunktionen spezielle Kundenanforderungen vergleichsweise einfach realisiert werden. „Damit kann jeder OEM eigenes Know-how in die Steuerung einbringen“, verdeutlicht Jaensch die Vorteile dieser offenen IBH-Strategie.
Neben der CNC-integrierten Schweißnahtführung wurde bei der Anlage auf der Meyer Werft eine Online-Nahtgeometriekontrolle eingesetzt. Über Profibus ist sie an die IBHSteuerung angeschlossen. Der Informationsverkehr ist enorm: In beide Richtungen werden Datenpakete übertragen. Die Steuerung überträgt auch während der aktiven CNC-integrierten Schweißnahtführung Parameter zum Nahtsensor. „Somit werden Parameteränderungen ‚on-the-fly’ möglich“, benennt Jaensch den Vorteil. Und Dr. Schwabe ergänzt: „Da der Nahtsensor neben der Position der definierten Schweißnaht wie Überlappstoß, I-Naht oder Kehlnaht auch weitere Daten wie Spalt oder Winkel der Kehlnaht übertragen kann, werden anwendungsspezifische Datenstrukturen kommuniziert.“
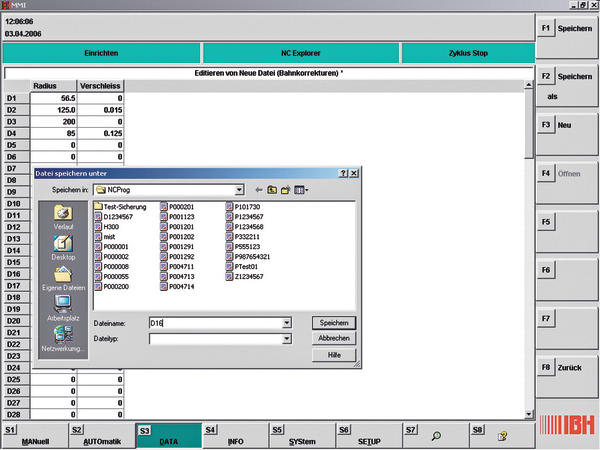
Im Kern des Schweißgiganten arbeitet eine kompakte macro 8005 NT (New Technologie) der Kornwestheimer. Und die Techniker machten die Steuerung für noch weitere Anforderungen fit. Dazu gehört auch das Thema Kommunikation: Denn die Daten für die Maschine kommen direkt aus der Konstruktion. Vom dortigen CAD/CAM-System werden sie in NC-Programme überführt. „Die Anlage arbeitet sozusagen just-in-time“, verdeutlicht Jaensch den verlustarmen Ablauf. Sowohl an der Maschine direkt, wie auch in der Konstruktion steht ein Bedienfeld, das auch über den Fortgang des Prozesses Auskunft gibt.
Auch nicht von jeder Steuerung ohne umständliche und unter Umständen störanfällige Verstärkungsmaßnahmen zu bewältigen: die gut 30 m, die in der Fertigungshalle der Meyer Werft zwischen Maschine und Konstruktionsbüro liegen. Die Kommunikation läuft tatsächlich ohne Verzögerung.
Wer bei einem solchen Ansturm von Daten und Anforderungen nicht auf echte Offenheit setzt, der würde wohl schnell in den Fluten untergehen. Eine PC-basierte Steuerung bringt kostengünstig viele Andockmöglichkeiten von Hause aus mit. Ob Ethernet, USB oder welcher Bus auch immer angeschlossen werden soll – bei einem echt offenen System müssen dafür keine Hilfskonstruktionen angestrengt werden. „Wir sind gut im Integrieren“ freut sich deshalb Jaensch. Die Philosophie des offenen Systems ist für ihn bei dieser Laserschweißanlage der Superlative wieder einmal „voll aufgegangen“. In zwei Hochleistungs-Industrie-PC ist die Steuerung untergebracht. Deren standardisierte Architektur erlaubt es dem Kunden, Features vom klassischen PC zu nutzen. So kann beispielsweise die Datensicherung problemlos selbst vorgenommen werden. Standardisierte Schnittstellen – wie Ethernet oder USB –, die im Consumer-Markt üblich sind, erlauben ein Datenhandling ohne Spezialkenntnisse. Die Steuerung kann deshalb auch sehr einfach in ein PC-Netzwerk eingebunden werden.
Sollte eventuell doch einmal ein Problem auftauchen – kann der IBH Service via Remote Control umgehend darauf reagieren, der Kunde erhält somit möglichst weitreichende Produktionssicherheit. Ein weiterer pfiffiger Nutzen offenbarte sich während der Inbetriebnahme: die Dokumentation direkt auf der Maschine. So wurden gezielt Teile der Dokumentation als HTML und PDF ausgelesen und in die Visualisierung eingebunden. Der Bediener kann sich so schnell und mit Hilfe von gewohnten Browser-Funktionen („Such/Finden“-Optionen) im Steuerungs-Bedienungs-Menü an der Maschine informieren, ohne lange dicke Handbücher wälzen zu müssen.
Und die Frage nach der Zukunftssicherheit seiner Steuerungen lässt bei Jaensch Gelassenheit aufkommen. „Im Grunde altern die offenen IBH-CNC nicht“, so der Steuerungs-Spezialist. Denn die technische Entwicklung bringe schnellere Prozessoren und verbessere Arbeitsspeicher. Neuerungen könnten immer wieder als Upgrade zur Leistungsverbesserung einfließen. Jaensch verweist auf die 30-jährige Geschichte der Baureihe, die in vielen Werkzeugmaschinen noch heute zuverlässig ihren Dienst verrichtet. wm
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}