

Das Remote-Laserschweißen hat sich mittlerweile in der Industrie durchgesetzt. Damit sich die Investitionen in die Fertigungszelle rechnen, erproben Forscher der TU München nun eine Kombination mit dem Laserstrahlschneiden.
„Anlagen für das Remote-Laserschweißen sind mit einem sehr hohen Invest verbunden. Um sie besser auszulasten, bietet es sich an, mehrere Prozessschritte darin zu integrieren“, erklärt Prof. Michael Zäh, Leiter des Instituts für Werkzeugmaschinen und Betriebswissenschaften (IWB) der Technischen Universität München. Einem Forschungsteam am IWB erscheint vor allem die Kombination aus Laserstrahlschweißen und -schneiden erfolgversprechend, da diese Prozesse die größte Rolle in der industriellen Fertigung spielen. Bei beiden Verfahren wird mit langen Brennweiten und Arbeitsabständen von mehr als 350 mm ohne Zuführung prozessbeeinflussender Zusatzmaterialien gearbeitet. Sie eigenen sich daher für Anwendungen, bei denen hohe Bahn- und Positioniergeschwindigkeiten gefragt sind.
So wurde beim Bundesministerium für Bildung und Forschung (BMBF) das Projekt RoblLass – Robotergeführter Laser zum Schweißen und Schneiden – beantragt. Industriepartner sind der Augsburger Roboterprimus Kuka mit der Systems GmbH und der Roboter GmbH sowie die Precitec – mit der KG sowie der Optronic GmbH. Die weiteren Projektteilnehmer sind: IPG Laser GmbH, Reinz-Dichtungs-GmbH, Mars Lasertechnik GmbH, Benteler AG, das Fraunhofer Institut für Werkstoff- und Strahltechnik (IWS) und die EADS Deutschland GmbH.
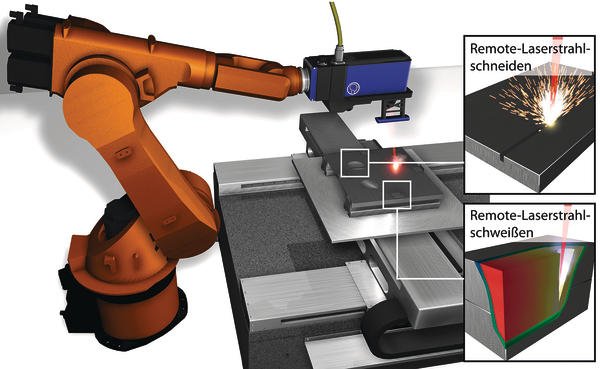
Zäh ist sich sicher: „Diese Integration von zwei industriell verbreiteten Laserstrahlbearbeitungsprozessen in einer Systemtechnik trägt zur Flexibilisierung der Gesamtanlage bei.“ Entstehen soll ein hochdynamisches 3D-Scannersystem mit adaptivem und auf den Prozess einstellbarem Fokusdurchmesser in Kombination mit einer brillanten Laserstrahlquelle. „Erst durch die Entwicklung des Remote-Laserstrahlschneidens ist es letztlich sinnvoll, über eine solche Kombination nachzudenken. Dieser Prozess stellt die höchsten Anforderungen sowohl an die Strahlquelle als auch an die Scanneroptik. Davon ausgehend können dann die Strahlparameter auf das Remote-Laserstrahlschweißen angepasst werden“, sagt Zäh. Großer Vorteil der Remote-Bearbeitung ist dank des Einsatzes langer Brennweiten eine Verkürzung der Nebenzeiten durch schnelle Positionierbewegungen. Dabei erfolgt die Materialbearbeitung aus der Distanz mit einem durch Spiegel umgelenkten Laserstrahl.
Das Remote-Laserstrahlschweißen ist in den Produktionshallen der Automobilindustrie mittlerweile angekommen. So setzt die Daimler AG ein in der eigenen Forschung entwickeltes roboter-geführtes Verfahren zum Remote-Laserstrahlschweißen, kurz Robscan genannt, im Rohkarosseriebau der Mercedes Car Group ein – in weiten Teilen als Ersatz für das Widerstandspunktschweißen. Herz des Verfahrens sind Scheibenlaser.
Das IWB konzentriert sich neben den Scheibenlasern vor allem auf Faserlaser zur Realisierung der großen Arbeitsabstände bei gleichzeitig langen Rayleighlängen – zum Einsatz kommen ein 8-kW-Multi-Mode- und ein 3-kW-Single-Mode-Laser. Bei Bedarf werden höhere Leistungsklassen getestet.
„Die exzellente Strahlqualität und hohe verfügbare Ausgangsleistungen prädestinieren den Faserlaser für die hohen Anforderungen unseres Kombiverfahrens“, so Zäh. „Zudem sind seine Stahlqualität und die daraus resultierende hohe Fokussierbarkeit Voraussetzung für den Einsatz von Scanneroptiken in der Remote-Bearbeitung.“ Nicht zuletzt wird der Faserlaser auch deshalb vom IWB bevorzugt, weil er sich durch relativ geringe Betriebskosten und Platzbedarf auszeichnet. Dennoch gebe es auch an diesem Punkt noch Optimierungsbedarf.
Diese positiven Eigenschaften des Faserlasers wollen die Projektverantwortlichen nun in das Gesamtkonzept einer flexiblen Bearbeitungseinheit integrieren. Dazu wird das IWB gemeinsam mit seinen Partnern weiterführende Konzepte zur Steigerung der Zuverlässigkeit, der Bedienbarkeit, der Integrierbarkeit sowie zur Verbesserung der Energieeffizienz erarbeiten.
Zwar hat das Fraunhofer Institut für Lasertechnik (ILT) in Aachen eine Verfahrenskombination Schneiden/Schweißen im Nahfeldbereich – also mit Brennweiten unter 200 mm – realisiert. „Im Fokus der Aachener Kollegen stehen dabei dickere Bleche. Doch wir konzentrieren uns auf hohe Schneidgeschwindigkeiten im Dünnblechbereich“, macht Zäh den Unterschied deutlich.
Das heißt, Bleche zwischen 0,3 und 1,5 mm beim Schneiden und bis zu 4 mm beim Schweißen sind das Ziel der IWB-Forscher. Im Automobilsektor betrifft dies vor allem Baustahl, Edelstahl und Aluminium, eventuell sogar Magnesium. In der Luftfahrtindustrie kommen Faserverbundwerkstoffe hinzu, die sich in der integrierten Fertigungszelle bearbeiten lassen.
Neben dem Faserlaser konzentrieren sich die Forscher auf Bearbeitungsscanner als hochdynamische Bearbeitungsoptik. Dabei wird der Laserstrahl mittels Scannerspiegeln auf dem Werkstück positioniert. Im Gegensatz dazu wird beim so genannten Roboscanverfahren der Laserstrahl direkt von der Fokussieroptik an der Roboterhandachse auf das Werkstück gelenkt.
Zum Einsatz sollen im Projekt zwei- und dreiachsige Optiken mit Fokustranslator, also beweglichen Fokussierlinsen, oder Planfeldlinsen kommen. Angedacht ist die Untersuchung und Optimierung eines Vier-Achsen-Scannersystems, bestehend aus unabhängig beweglichen Kollimations- und Fokussierlinsensystemen. Neben der reinen 2D-Bearbeitung soll auch eine 3D-Bearbeitung möglich sein, um innerhalb der Optik den Fokus auf dem Bauteil nachführen zu können.
„Die Vorteile des Scanners sehen wir vor allem in den sehr geringen Nebenzeiten, die er für die Neupositionierung des Strahls auf dem Bauteil benötigt“, so Zäh. Darüber hinaus sprechen eine hohe Wiederhol- und Positioniergenauigkeit, eine hohe Dynamik in der Konturbearbeitung, die einfache Programmierbarkeit als Stand-Alone-Lösung sowie eine schnelle Strahlablenkung für den Einsatz von Scannern.
Doch der Institutsleiter kennt auch die Nachteile, „die aufwändige Programmierung dieser Systeme in Kombination mit weiteren Kinematiksystemen wie Roboter und Portalanlagen – und die hohen Anschaffungskosten im Vergleich zu konventionellen Bearbeitungsoptiken.“
Die scannerlose Remote-Laserstrahlbearbeitung mit dem Faserlaser hat das Institut ebenfalls erforscht – und zwar in dem Projekt Rofalas Dabei stand das Remote-Laserstrahlschweißen aus der Roboterhand im Mittelpunkt – wenn auch nicht in einem integrierten System. Daneben wurden erste Untersuchungen zum Remote-Laserstrahlschneiden durchgeführt. „Die erzielten Ergebnisse beim Trennprozess mit einem 3-kW-Single-Mode-Faserlaser belegen vor allem im Dünnblechbereich eine signifikante Steigerung der Schnittgeschwindigkeiten gegenüber konventionellen Verfahren“, berichtet Zäh.
Im Unterschied zum klassischen Laserstrahlschneiden kann beim Remote-Verfahren auf die Prozess unterstützende Wirkung des Schneidgases weitgehend verzichtet werden. Die Grundlagen des Prozesses sind daher eher in den klassischen Abtragprozessen zu suchen. Für das Verfahren stellen wegen der hohen Dynamik des Scanners auch komplizierte Konturen kein Problem dar.
Nach Untersuchungen des Fraunhofer IWS in Dresden zeichnen sich die lasergeschnittenen Kanten durch einen geringen Grat und eine geringe Rautiefe aus. Das bearbeitbare Materialspektrum ist weit gefächert. Infolge der höheren Schneidgeschwindigkeit ist die Wärmeeinflusszone beim Laser-Remote-Schneiden im Allgemeinen geringer als beim klassischen Laserschneiden. Im Vergleich zum Stanzen sind die Vorteile des Laserschneidens in der Einsparung der Kosten für den Werkzeugbau und im Nachschleifen zu sehen.
Da in Rofalas der Roboter das Scannen des Laserstrahls ausführte, musste durch die verwendete Sechs-Achsen-Kinematik nicht nur die globale Positionierung der Optik, sondern auch die lokale Strahlablenkung realisiert werden. Zäh: „Die Komplexität dieser Aufgabe übersteigt konventionelle Programmiermethoden, weshalb ein Roboterbahn-Planungstool entwickelt wurde.“ In diesem wurde die Schweißaufgabe definiert sowie durch einen Algorithmus geplant und in ihrer Bewegungsausführung optimiert. Damit sind bis zu 33 % kürzere Taktzeiten möglich.
Diese rechnergestützte Bahnplanung ist auch Thema für das Robolass-Team. Einflussparameter des Schweißens und Schneidens per Laserstrahl – etwa Grenzeinstrahlwinkel, Vorschubgeschwindigkeit und Fokustoleranzen – werden untersucht und für die Implementierung im Programm aufbereitet. Wichtig ist den Forschern dabei, dass die Anwender später die Steuerung intuitiv bedienen können. So sollen sie per Stift die Koordinaten dafür setzen können, wo welche Schweißnähte etwa gesetzt werden sollen.
Sabine Koll Journalistin in Böblingen
Marktchancen
Die Anwendungspotenziale der Lasertechnik sind bei weitem noch nicht ausgeschöpft. Um die Marktdurchdringung weiter voranzutreiben, fördert die Bundesregierung im Rahmen des Förderprogramms Optische Technologien die Lasertechnik. Das Ziel: Für den flexiblen Einsatz in der Industrie sollen kompakte, justage- und wartungsarme Laserstrahlquellen entstehen. Ein Fokus liegt dabei auf der Entwicklung neuer integrierter Lösungen.
Handling- und Greifsystem inklusive
Das Fraunhofer Institut für Lasertechnik (ILT) hat ein kombiniertes Schneide-Schweiß-Verfahren entwickelt, dass sowohl mit Faser- und Scheibenlasern als auch mit traditionellen CO2– und Nd-YAG-Lasern eingesetzt werden kann. Dazu haben die Aachener Wissenschaftler bereits 2005 den Prototyp eines Kombikopfs vorgestellt. Er wurde in dem vom Bundesministerium für Wirtschaft und Technologie (BMWI) geförderten Projekt Kolas zu einer Variante für die integrierte Strahlführung weiter entwickelt. Der Kombikopf, der mit der Reis GmbH & Co. KG Maschinenfabrik, Obernburg, als Maschinenhersteller und der Laserfact GmbH, Aachen, als Kopfhersteller entstand, ist der Kern der flexiblen Fertigungsmethode: Er sorgt für den schnellen Prozesswechsel allein durch den automatischen Wechsel von Prozessgasart und -volumenstrom, von Fokus- und Düsenabstand sowie von Laserleistung und Geschwindigkeit. Eine so genannte autonome Düse liefert dabei den Gasstrahl für das Schneiden sowie das Schutz- und Prozessgas für das Schweißen. Damit konnte der kombinierte Prozess bereits bei Blechdicken bis zu 8 mm demonstriert werden. Entstanden ist eine flexible Laserfertigungszelle, die die beiden Bearbeitungsverfahren in schnell wechselnder und beliebiger Folge zur Herstellung komplexer Blechbauteile anwendet. Bestandteil der Fertigungszelle ist auch ein adaptives Handling- und Greifsystem, das verschiedenste Teile individuell im Bearbeitungsraum bewegen, genau positionieren und mit den erforderlichen Kräften einspannen kann. Es wurde am Fraunhofer-Institut für Fabrikbetrieb und -automatisierung (IFF) entwickelt. „Gegenüber einer konventionellen Abfolge von Füge- und Trennoperationen mit mehreren Werkzeug- und Anlagenwechseln ergeben sich je nach Bauteil ein erhebliches Einsparpotenzial, verbesserte Produktqualität oder Fertigungsmöglichkeiten für Produkte, die sonst kaum zu realisieren wären“, erklärt Dr. Frank Schneider, Projektleiter am Fraunhofer ILT. Im Projekt wurde etwa die Bearbeitung von Pkw-Komponenten aus hochfestem Stahl erprobt, konkret die Bearbeitung einer B-Säule. Die Prozesskette beinhaltet das Einbringen von Bohrungen und Ausschnitten, das Besäumen der Außenkontur, das Aufschweißen eines Verstärkungsblechs und das abschließende Schneiden einer Montagebohrung in die geschweißte Verstärkung. Die Bearbeitungsdauer für alle drei Prozessschritte dauerte rund 1 min.
Unsere Webinar-Empfehlung

XR-Lösungen als sinnvolles Werkzeug im Service. Komplexität reduzieren und Wissen einfacher sowie verständlich zur richtigen Zeit, am richtigen Ort, im richtigen Format ausspielen.
Teilen:






{kind=link}