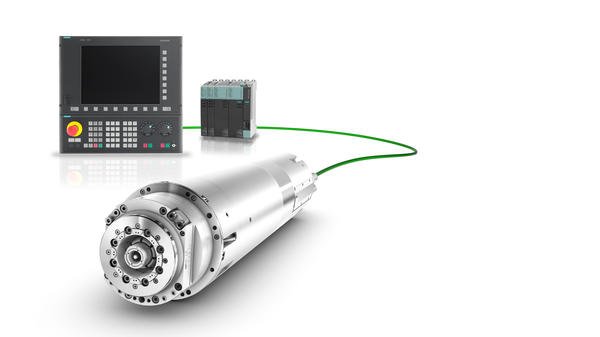
Siemens hat gemeinsam mit seiner Schweinfurter Tochter Weiss Spindeltechnologie GmbH ein Spindel-Sensor-Modul namens SMI 24 entwickelt, das in Kombination mit der Sinumerik CNC die Inbetriebnahme von Spindeln in der Werkzeugmaschine deutlich erleichtert. Darüber hinaus können mit entsprechend ausgestatteten Spindeln dem Anwender verschiedene statistische Auswertungen – wie Temperaturverläufe, Laufzeit, Drehzahl- und Drehmomentprofile – angezeigt werden.
Bei der Inbetriebnahme von Spindeln in der Werkzeugmaschine erfolgte die Eingabe spindelspezifischer Daten in die Steuerung bislang meist in aufwändiger Handarbeit durch erfahrene Monteure. Mit dem Spindel-Sensor-Modul SMI 24 funktioniert die Adaption im Zusammenspiel mit Umrichtern der Sinamics-Baureihe ab SW 4.4 ähnlich einfach wie das Anschließen einer Festplatte via USB-Port an den PC. Gemeinsam mit der Konzernmutter Siemens hat Weiss für seine Spindeln ein „elektronisches Typenschild“ entwickelt, das sämtliche Parameter selbständig in die Steuerung einträgt. Darüber hinaus werden Signale aus dem Drehgeber und der Motortemperaturerfassung digitalisiert und an den Siemensantrieb übertragen. Auch für die Einspeisung der Signale zum Werkzeugspannzustand und die Abfrage der Lösekolbenposition sind keine elektronischen I/O-Peripheriemodule im Schaltschrank nötig. Vielmehr werden auch diese Daten automatisch digitalisiert und direkt auf definierte Nahtstellen in der PLC abgelegt.
Ein weiteres Highlight des Sensor-Moduls SMI 24 kommt zum Tragen, wenn die Werkzeugmaschine beispielsweise über die Siemens-CNC Sinumerik 840D sl Typ 1B verfügt, in der die Option „integrierter Spindelmonitor ISM“ aktiviert ist. Damit werden – ohne zusätzliche Sensoren – die von der Spindel kommenden Signale statistisch ausgewertet und in historischer Reihenfolge archiviert. Hierzu zählen neben der Laufzeit der Spindel und der Anzahl der durchgeführten Werkzeugspannungen auch Drehzahl- und Drehmomentprofile. Anhand dieser Daten lassen sich im Störungsfall mögliche Ursachen einfacher analysieren.
Außerdem erkennt das SMI 24 zeitliche Veränderungen während des Werkzeug-Spannvorgangs und zeigt diese auf Anfrage am Sinumerik-Panel an. Diese Informationen lassen wiederum Rückschlüsse auf einen etwaigen Verschleiß oder Veränderungen am Spannsystem zu. Erkenntnisse dieser Art helfen, notwendige Servicearbeiten rechtzeitig im Vorfeld zu planen und damit Störungen in der Fertigung zu vermeiden. •
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:







{kind=link}