

Das Bearbeitungszentrum BW250-S von TBT ist sowohl fürs Tiefbohren als auch fürs Fräsen konzipiert. Das spart Rüstvorgänge und verbessert die Präzision der Bauteile. Der steife Aufbau ermöglicht hohe Vorschübe und lange Standwege der Werkzeuge.
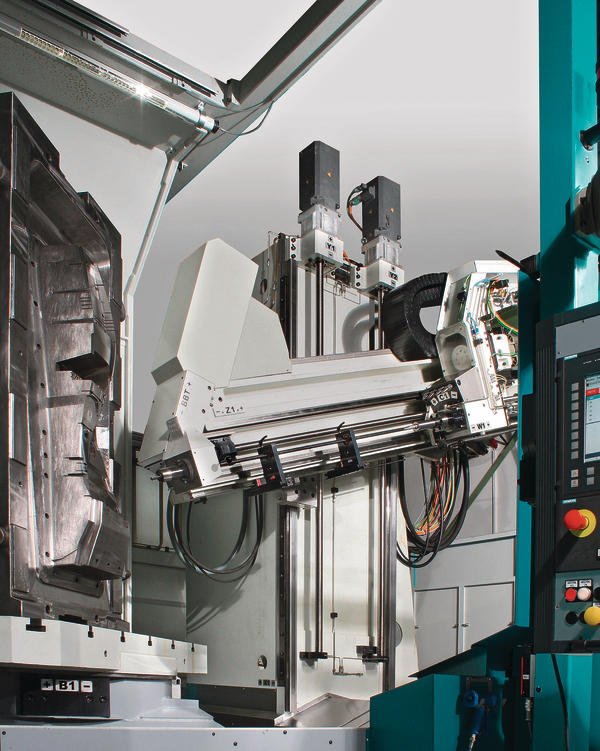
„Wir nutzen fürs Tiefbohren und Fräsen die selbe Spindel“, erzählt Wolfgang Klein. „Zum Fräsen verfährt sie auf einer Linearachse nach vorn. Der Bohrbuchsenträger bewegt sich gleichzeitig automatisch schräg nach oben“, fährt der Geschäftsführer der Dettingener TBT Tiefbohrtechnik GmbH Co. fort. Die Vorteile des Konzepts im Vergleich zu getrennten Spindeln seien maximale Kollisionsfreiheit und das einfachere Programmieren. Um den Rüstaufwand möglichst gering zu halten, sind die Lünetten für die langen Tiefbohrwerkzeuge auf einer separaten Führungsschiene angeordnet. Sie bleiben auf der Maschine, klappen einfach nach hinten weg, wenn sie nicht benötigt werden.
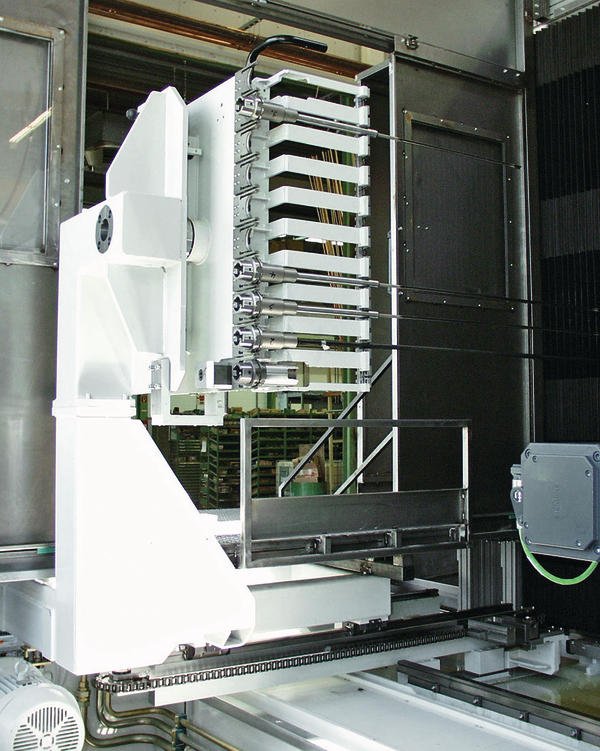
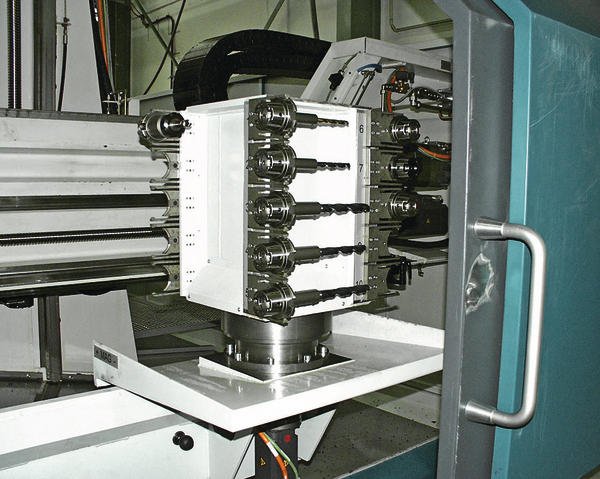
Neben einem Wechsler für 24 konventionelle Werkzeuge bietet TBT auch ein Magazin für zehn Tiefbohrtools an. „In dieser Kombination lässt sich die Maschine mannlos betreiben“, sagt Klein. Wird das Tiefbohrtool automatisch aus dem Wechsler gerüstet, sind in einem Zug Bohrtiefen bis 1250 mm möglich, bei manueller Bestückung der Spindel gar bis 1500 mm. Der Durchmesserbereich reicht von 3 bis 40 mm. Bis 35 mm kommen Einlippenbohrer zum Einsatz, darüber Wendeplattenbohrer. Den Arbeitstisch gibt´s in zwei Größen – 1200 mm x 1600 mm und 2000 mm x 2200 mm. Die Nutzlast liegt bei 15 t, optional bei 20 t.
Damit die Tiefbohr-Fräs-Einheit die beim Fräsen und Schräg-Anbohren auftretenden höheren Querkräfte sicher aufnimmt, gestalteten die Ingenieure den Hauptständer extrem breit und verbesserten so dessen Steifigkeit. Gleichzeitig bleibt der Zugang für Rüstvorgänge frei. Eine zusätzliche mechanische Achsklemmung der Schwenkeinheit und des Werkstücktischs steigert die dynamische Stabilität beim Bearbeiten. „Dadurch eliminieren wir Mikrovibrationen, was sehr gute Bohrleistungen erlaubt und die Standwege der Tools um bis zu 40 Prozent verbessert.“
Als Besonderheiten des Tiefbohr-Fräs-Zentrums nennt Klein – neben der rüst- und bedienfreundlichen Konzeption – die Offenheit hinsichtlich der Steuerung. Sie kann sowohl von Siemens als auch von Heidenhain kommen. „Für Standard-Zentren ist das nichts Spezielles, in unserem Umfeld schon.“ TBT empfiehlt zudem, ein CAM-System zu implementieren, um die NC-Programme automatisch zu generieren. Das Gros der ausgelieferten BW250-S ist denn auch mit solchen Systemen ausgestattet. „Beim Fräsen längst Standard, hat sich das beim Tiefbohren noch nicht durchgesetzt.“
Das Konzept der BW250-S entstand aufgrund von Marktuntersuchungen und Kundenbefragungen. „Die Ergebnisse zeigten, dass die Nutzer eine Maschine wollten, mit der sie auch richtig fräsen können“, beschreibt Klein. Beim Zerspanen von Stahl (1.2312) sind daher Abtragsleistungen von bis zu 250 cm3/min möglich. Als Zielgruppen und potenzielle Anwendungen nennt er unter anderem den Werkzeug- und Formenbau, Sonderkomponenten für Hydrauliksysteme oder Großpleuel, etwa für Lokomotiven oder Schiffsmotoren.
Das erste BW250-S wurde Ende 2007 fertiggestellt. Ursprünglich sollte diese Maschine in Dettingen bleiben und dort Späne machen. „Aber einer unserer Kunden hatte dringenden Bedarf“, erzählt Wolfgang Klein. Inzwischen sind zwölf Maschinen des Typs ausgeliefert und drei weitere im Bau – ein Erfolg, mit dem bei TBT laut Klein niemand gerechnet hat. „Maschinen dieser Größe verkaufen sich nicht in Stückzahlen wie kleine universelle Bearbeitungszentren. Wir waren zunächst von zwei Dreierlosen ausgegangen, die wir im ersten Jahr absetzen wollten.“
Der Usinger Lohnfertiger Heck Tiefbohrtechnik spant seit August letzten Jahres mit einer BW250-S. Die Hessen setzen Tiefbohrwerke von drei Herstellern ein. Im Vergleich zu seinen anderen Maschinen schätzt Daniel Wittmann – er ist als Vorarbeiter für den Bereich Tiefbohren verantwortlich – am Dettinger Zentrum seine Bohr- und Fräsleistung sowie die Stabilität und Genauigkeit. „Der Verlauf beim Bohren liegt weit unter den zulässigen Toleranzen und auch die Fräsgenauigkeit ist für unsere Anwendungen absolut ausreichend.“ Im Vergleich zu fünf Jahre alten Tiefbohrwerken ermögliche die BW250-S doppelt so hohe Vorschübe und rund 30 % längere Standzeiten der Werkzeuge.
Derzeit wird bei Heck über die Investition in eine weitere BW250-S nachgedacht. Einen Wunsch hätte Wittmann allerdings noch: „Wir könnten einen etwas größeren Arbeitsraum gebrauchen.“ Es wird die Usinger freuen, dass in Dettingen genau daran gearbeitet wird. TBT-Geschäftsführer Klein: „Wir werden die Lücke zwischen der BW250-S und unserer BW300 schließen.“ Kleinere Modelle unterhalb der BW250-S soll´s dagegen nicht geben. „Die dafür passenden Bauteile werden heute oft auf herkömmlichen Bearbeitungszentren gebohrt. Deshalb lohnt sich das für uns nicht.“
Haider Willrett haider.willrett@konradin.de
Kosteneffizienz
Mit seinem breiten Hauptständer und mechanisch geklemmten Achsen erlaubt das Tiefbohr-Fräs-Zentrum BW250-S respektable Zerspanleistungen und doppelt so hohe Vorschübe wie fünf Jahre alten Maschinen. Gleichzeitig sind die Standwege der Werkzeuge deutlich länger. Das alles reduziert die Stückkosten der Bauteile. Zudem lässt sich die Maschine optional so ausstatten, dass sie große Werkstücke im mannlosen Betrieb vollautomatisch bearbeitet.
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}