





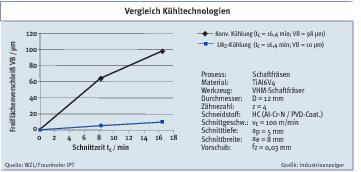


Mit flüssigem Stickstoff als Kühlmedium lassen sich Werkstoffe mit geringer Wärmeleitfähigkeit wirtschaftlicher bearbeiten. Weil viel weniger Zerspanungswärme die Werkzeugschneide erhitzt, fällt die Standzeit des Tools erheblich länger aus. Und schärfere Prozessdaten steigern zudem die Produktivität.
„Diese Technologie hat das Potenzial, eine ähnliche Revolution auszulösen wie in den 1990er-Jahren die Minimalmengenschmierung“, sagt Dr. Heiner Lang. Zumindest im Bereich schwer zerspanbarer Werkstoffe seien die positiven Effekte der Kryokühlung dramatisch, fährt der promovierte Ingenieur fort, der als Mitglied der Geschäftsleitung bei der Göppinger MAG IAS GmbH den Bereich Forschung und Entwicklung verantwortet. Und Dieter Lung vom Werkzeugmaschinenlabor (WZL) der RWTH Aachen bestätigt: „Der größte Nutzen ergibt sich beim Zerspanen von Werkstoffen mit schlechter Wärmeleitfähigkeit. Beim Bearbeiten von Titanlegierungen, Nickelbasislegierungen oder hochlegierten Stählen mit hohem Nickelanteil lässt sich die Zerspanungswärme kaum über die Späne und das Werkstück abführen. Sie konzentriert sich an der Werkzeugschneide und belastet diese enorm.“ Die Konsequenz seien reduzierte Schnittdaten und damit eine geringere Produktivität, fasst der Oberingenieur, der die Abteilung Zerspanungstechnologie am WZL leitet, zusammen.
Mit flüssigem Stickstoff als Medium lässt sich die Zerspanungsstelle wirkungsvoll kühlen. Im Vergleich zu konventionellen Kühlschmiertechnologien reduziert das nicht nur den Werkzeugverschleiß, es ermöglicht auch leistungsorientiertere Schnittparameter und pusht dadurch die Produktivität. Doch damit nicht genug. Zu den weiteren Vorteilen des Verfahrens gehören:
- trockene und saubere Bauteile, Maschineninnenräume und Späne und damit ein erheblich reduzierter Reinigungs- und Wartungsaufwand,
- geringere Belastungen für die Mitarbeiter und die Umwelt,
- der Entfall üblicher Kühlschmiersysteme sowie der Kosten für die Aufbereitung und Entsorgung des Schmierstoffs und
- ein reduzierter Energie- und Fluidverbrauch.
Alexander Krämer, Wissenschaftlicher Mitarbeiter in Lungs Abteilung, ergänzt: „Auch bei weniger schwierig zu bearbeitenden Werkstoffen sind durchaus positive Effekte durch die Kryokühlung zu erwarten. Das können wir allerdings noch nicht mit konkreten Untersuchungen belegen.“
Bereits in den 1960er-Jahren wurde die Kühlung von Zerspanprozessen mit Flüssigstickstoff (LN2) wissenschaftlich untersucht. Der Praxiseinsatz scheiterte unter anderem daran, dass das Fluid nicht gezielt und nah genug an die Zerspanstelle gelangte. In früheren Tests wurde der ganze Bearbeitungsbereich mit LN2 geflutet. Die Schnittzone selbst ließ sich so jedoch kaum erreichen. Das Fluid verdampfte vorher und seine Kühlwirkung verpuffte an der falschen Stelle. Vielfach entstand dabei sogar eine negative Wirkung, weil die Werkzeuge einen Kälteschock erlitten und brachen. „Deshalb herrscht in der Industrie derzeit noch eine große Skepsis bezüglich dieses Kühlmittels“, bewertet Lung die aktuelle Situation. Die Zurückhaltung sei ähnlich, eher noch größer als bei der Einführung der Hochdruckkühlung.
„Doch nun haben wir den technologischen Durchbruch geschafft“, sagt Heiner Lang von MAG. Die Entwicklungsleistung der letzten Jahre liege darin, den flüssigen Stickstoff mit seiner Temperatur von -196 °C gezielt in die Schnittzone zu leiten. Die extreme Kälte wirke damit genau dort, wo sie gebraucht wird, und das Fluid könne dadurch so gezielt und sparsam zugeführt werden, dass es die beim Zerspanen entstehende Prozesswärme gerade ausgleicht.
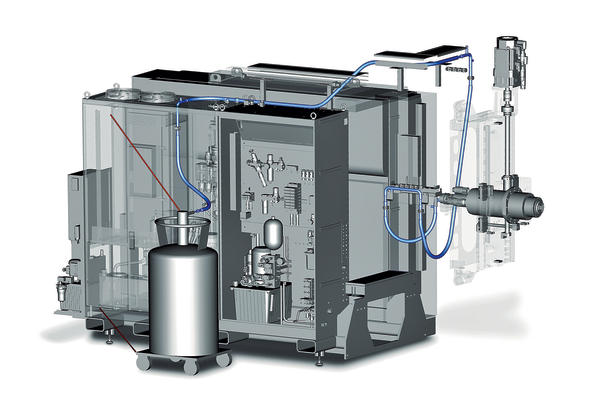
Entscheidend für die Wirkung der Kryokühlung sind – neben absolut dichten und perfekt isolierten Leitungen – die Art der Zufuhr, die Gestaltung der Kanäle und die Stelle, an der der Stickstoff austritt. Das System von MAG ähnelt einer Minimalmengen-Schmierung (MMS). Der Flüssigstickstoff wird dabei durch die Spindel der Maschine, die Werkzeugaufnahme und das Werkzeug geführt. „Vom Tank bis zur Maschine ist das über vakuumisolierte Leitungen relativ einfach zu lösen. Das ist käufliche Technik“, beschreibt Lang. Interessanter werde es innerhalb der Maschine. „Bei unserer Lösung führt eine ebenfalls vakuumisolierte Leitung durch die Spindel oder den Revolver. Die Übergabe ans Werkzeug erfolgt über eine Drehdurchführung.“ Richtig anspruchsvoll sei die Kanalgestaltung im Werkzeug selbst. „Grundsätzlich sind unsere Kryo-Werkzeuge normalen Tools mit innerer Kühlmittelzufuhr ähnlich. Allerdings haben wir die Kanäle mit einem speziellen, hochisolierenden Kunststoff beschichtet.“ Der Clou jedoch liege zwischen Werkzeuggrundkörper und Wendeschneidplatte. Dort gibt es eine Kavität, in der ein Teil des Stickstoffs bereits verdampft und so den Schneidbereich des Werkzeugs von innen kühlt. Das Gemisch aus flüssigem und gasförmigem Stickstoff tritt dann nahe der Zerspanungszone zwischen Schneidplatte und Span aus und kühlt genau dort, wo die Hitze entsteht.“
Doch auch bestmöglich isolierte Werkzeuge können zwischen -30 und -40 °C kalt werden. Sowohl Heiner Lang von MAG als auch Dieter Lung vom WZL bestätigen, dass heutige Schneidstoffe ausreichend zäh sind und mit diesen Temperaturen klar kommen, ohne dabei zu verspröden und vorzeitig zu brechen. Obwohl sich die Werkzeuge hinsichtlich Schneidstoff und Geometrien laut Lang nicht unterscheiden, funktioniere die Stickstoffkühlung mit konventionellen Minimalmengen-Werkzeugen nicht. Der Grund dafür ist die erwähnte Kavität zwischen Werkzeuggrundkörper und Wendeschneidplatte, die beim MMS-Tool fehlt. Deshalb sind Kryo-Werkzeuge derzeit auch noch teurer. „Ich gehe aber davon aus, dass sich das System preisneutral darstellen lässt, sobald es etabliert ist und die Stückzahlen steigen“, blickt Lang in die Zukunft. Auch hinsichtlich der Betriebsaufwände sei die Kryokühlung im Vergleich zu Anlagen mit üblichen Kühlschmierstoffen kostenneutral. „Berücksichtigt man alle relevanten Aspekte – vom Schmierstoff, über dessen Aufbereitung, Filtration und Entsorgung bis zur erforderlichen Teile- und Maschinenreinigung –, dann ist die Kühlung mit dem Verbrauchsstoff Stickstoff nicht teurer“, sagt Lang und betont: „Dafür aber sehr viel produktiver und schonender für die Werkzeuge, die Mitarbeiter und die Umwelt.“ Auch in Bezug auf Wartung, Instandhaltung oder Garantieregelungen unterscheide sich eine Kryo-Maschine nicht von einem konventionellen Fräs- oder Drehzentrum.
Die Göppinger haben ihre Lösung vergangenen September auf der Metallbearbeitungsmesse EMO in Hannover erstmals dem Fachpublikum vorgestellt. Versuche mit Kundenteilen im Haus hatten da bereits die Wirksamkeit belegt. Mit einer Reihe von Bearbeitungsbeispielen zeigte der Maschinenbauer das Potenzial der Kühltechnologie:
- So wurde bei der Drehbearbeitung eines Inconel-Rings mit einem Hartmetallwerkzeug bei ansonsten gleichen Prozessdaten die doppelte Werkzeugstandzeit und eine bessere Oberflächengüte erreicht. Ein weiterer Test ergab, dass sich bei gleicher Werkzeugstandzeit der Vorschub um 40 % steigern ließ. Der Verbrauch an Stickstoff lag dabei bei 10 l/h.
- Auch bei der Fertigung von Titan-Blisks ließ sich die Werkzeugstandzeit verdoppeln oder der Vorschub um 30 % erhöhen.
- Beim Bohren der GFK-Wurzelenden von Windgenerator-Flügeln – hier darf die Bearbeitungstemperatur maximal 70 °C betragen – sank die Zykluszeit pro Bohrung von 62 auf 45 s.
- Beim Fertigdrehen einer gehärteten Stahlwelle mit einem CBN-Werkzeug erreichten die Techniker eine gar um 200 % längere Werkzeugstandzeit oder – bei gleichem Werkzeugverschleiß – um 50 % höhere Vorschubgeschwindigkeiten.
- Und beim Aufbohren und Planfräsen von Zylinderkurbelgehäusen aus GJV ergaben sich wieder doppelt so lange Standzeiten der Hartmetall-Tools oder eine um 50 % höhere Schnittgeschwindigkeit.
„Wir können inzwischen sehr gut abschätzen, wie groß der Nutzen dieser Technologie bei den schwer zerspanbaren Werkstoffen ist. Welche Vorteile sich bei gängigeren Materialien ergeben, müssen wir noch untersuchen“, sagt Chefentwickler Lang. Die Technologie habe zwar das Potenzial, eine Lösung für universelle Zerspanungsaufgaben zu werden, bis das soweit sei, liege jedoch noch einiges an Entwicklungsarbeit vor seinen Ingenieuren. „Auf der EMO haben wir den aktuellen Technikstand präsentiert und Kunden die Möglichkeiten geschildert. Das Interesse, in der Pilotphase dabei zu sein, war anschließend so groß, dass wir die Anfragen kaum bewältigen konnten“, erzählt Lang.
Derzeit baut MAG nun die ersten Maschinen für die Pilotkunden. Mit Hilfe dieser Nutzer sollen die noch erforderlichen Prozessdaten schneller erarbeitet und die Technologie für die harte Produktionspraxis fit gemacht werden. Gegen Ende des Jahres starten dazu verschiedene Projekte. Das Ziel ist, die vorgestellten Anwendungen weiter zu optimieren, so dass sich der reduzierte Verschleiß und die gesteigerte Produktivität im wirtschaftlichen Maximum treffen.
Der Maschinenbauer will sich dabei zunächst auf die Serienproduktion fokussieren. „Dort lässt sich die Wirtschaftlichkeit der Prozesse gut einstellen und die bestmögliche Kombination aus Taktzeit und Werkzeugverschleiß genau ermitteln“, begründet Lang dieses Vorgehen und ergänzt: „Für den universellen Einsatz fehlt uns derzeit noch die nötige Datenbasis.“ Er erinnert an die Anfänge der Minimalmengen-Schmiertechnik. Auch damals mussten erst viele Prozessparameter erarbeitet werden, ehe sich das Verfahren etablieren konnte.
Anders als der Maschinenbauer MAG, der konsequent auf eine innere Zufuhr des Stickstoffs setzt, führen die Aachener Wissenschaftler das Fluid extern zu. Sie sehen darin Vorteile, weil sich die Zuleitung flexibler und einfacher verlegen lässt. Lung gibt zu bedenken: „Auch mit einer inneren Zufuhr des Kühlmittels komme ich nicht beliebig nah an die Schnittstelle heran, sonst laufe ich Gefahr, die Schneide zu schwächen.“ Doch auch bei der äußeren Zufuhr muss gewährleistet sein, dass das Fluid möglichst nah und fokussiert an der Schnittstelle austritt.
Eine Folge der unterkühlten Umgebungsluft ist, dass Wasser ausfällt und sich als Schnee auf dem Werkzeug absetzt. Auf die Präzision der Bearbeitung wirkt sich die Kälte im Schnittbereich nicht aus. „Beim Schruppen spielt die Präzision ohnehin eine untergeordnete Rolle und bei der Feinbearbeitung werden die Einflüsse von der Maschinensteuerung berücksichtigt“, sagt Heiner Lang. Die Auswirkungen in der Praxis zu untersuchen und mit den berechneten Werten abzugleichen, sei Teil der anstehenden Projektarbeit. Darüber hinaus seien die Anforderungen an die Umgebung nicht anders als bei der Minimalmengen-Schmierung. Deshalb entsprechen Kryo-Maschinen bis aufs Kühlsystem üblichen Trockenbearbeitungsanlagen.
„Alternativ zur reinen Kryo-Maschine bieten wir konventionelle Maschinen mit einem Kryo-Paket an“, ergänzt Lang. „Damit können Interessenten die Technologie kennenlernen und testen. Bei Bedarf haben sie aber auch die Möglichkeit, wie gewohnt nass zu arbeiten.“ Das Umrüsten dauert – je nach Maschinenmodell – zwischen drei und sechs Stunden. Zudem entwickelt MAG derzeit eine zweite Generation des Systems, die Kryokühlung und Minimalmengenschmierung kombiniert. Sie soll 2013 einsatzbereit sein.
Den Zeitraum bis zu einer breiten Anwendung der kryogenen Kühlung mag Dieter Lung vom WZL nicht vorhersagen. „Die Technik ist da, aber der Markt muss sie auch annehmen.“
Haider Willrett haider.willrett@konradin.de
MAG auf der Messe Metav: Halle 16, Stand F14
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}