

Ohne Vorbohren ins gehärtete Vollmaterial fräsen – die Spezialisten beim Fertigungsdienstleister Eropräzisa waren beeindruckt von der Qualität und der Zeitersparnis, die ein Gewindefräser der EDT-Reihe von MMC Hitachi lieferte.
„Uns ist es eigentlich egal, wie das Teil aussieht. Wichtig ist, dass kleine Toleranzen oder hochwertige Oberflächen gefordert sind“, sagt Thomas Richter, Geschäftsführer von Eropräzisa. Neben dem Draht- und Senkerodieren betrachtet man im thüringischen Hermsdorf das Fräsen – und hier speziell das hochpräzise HSC-Fräsen harter Werkstoffe – als Schlüsseltechnologie. Die Kunden kommen aus ganz Europa. Branchen wie der Werkzeugbau, die Medizintechnik, die Präzisionsmechanik und die Flugzeugindustrie zählen ebenso dazu wie der Motorsport. Viele Teile fertigen die Hermsdorfer zudem für die optische Industrie. Als wichtig für den Projekterfolg sieht man bei Eropräzisa die enge Zusammenarbeit mit Technologiepartnern.
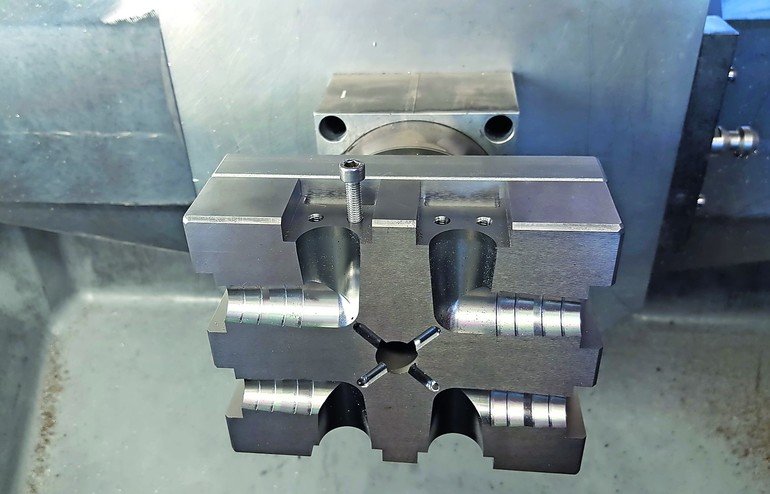
So auch bei einem Auftrag, bei dem es eigentlich nur darum ging, zwei ansonsten fertig bearbeitete und gehärtete Formeinsätze mit 32 M6-Gewinden auszustatten. „Der Formenbauer hatte die Gewinde bei der Vorfertigung wohl nicht berücksichtigt. Beide Einsätze bestanden aus dem Warmarbeitsstahl 1.2343, der auf etwa 53 HRC gehärtet war“, erinnert sich Fertigungsleiter Heiko Meyer. „Damit waren die Einsätze zwar nicht besonders hart, aber eben doch hart genug, um die Gewinde zu erodieren. Durch die extrem langen Erodierzeiten hätte die Bearbeitung jedes Formeinsatzes jedoch mindestens 32 Stunden gedauert.“
An dieser Stelle kam der Anwendungstechniker von MMC Hitachi Tool ins Spiel. Neben Werkzeugen anderer Anbieter setzt Eropräzisa bei der Hartbearbeitung zunehmend auch Präzisionswerkzeuge des japanischen Herstellers ein. Bei einem seiner Besuche hatte Anwendungstechniker Jörg Hecker einmal das Gewindefräsen angesprochen – im Zusammenhang mit der Epoch Direct Thread-Serie (EDT), die prozesssicher direkt ins Harte fräsen kann. Der Clou der EDT-Reihe ist, dass auf die Kernlochbohrung verzichtet werden kann.
Der Praxistest durch Jörg Hecker erfolgte dann mit dem passenden M6-Gewindefräser EDT-1.0-15-TH. Die EDT-Serie deckt die Standardgrößen M2 bis M16 ab. Die exakt abgestimmten Schneidengeometrien, ein spezielles Feinstkornsubstrat sowie niedrige Fertigungstoleranzen sorgen in Verbindung mit der nanokristallinen PVD-Beschichtung ATH für eine hohe Maßhaltigkeit der Gewinde bei gleichzeitig enormen Standzeiten. „Der praxisbewährte Einsatzbereich ist breit und umfasst Materialien von weichen Metallen bis hin zu gehärteten Stahllegierungen bis 66 HRC“, sagt Hecker. „Mit diesem Werkzeug kann ohne Vorbearbeitung in einer Helix direkt ins Volle gefräst werden. Der EDT stellt mit seinen Stirnschneiden das Kernloch selbst her.“
Hecker passte zusammen mit dem Kunden die passenden Schnittparameter für den Formeinsatz am CAM-System an. Und dann standen alle an der Maschine – einer OPS Speed Hawk 650, auf der dank der vierten und fünften Achse im Tisch der Formeinsatz nicht umgespannt werden musste. Die eigentliche Programmierung dauerte nach den Vorarbeiten für die Makros nur einige Mausklicks. Wichtig war zudem der Linkslauf der Spindel, da die Fräser der Serie ausschließlich aus linksschneidigen Werkzeugen bestehen. So entsteht an der Schneide eine Gleichlaufbewegung, was den Schnittdruck reduziert und die Standzeit erhöht.
Heraus kam eine Lösung, die alle Beteiligten sofort überzeugte. „Wir haben alle 32 Gewinde des Formeinsatzes in einer Aufspannung direkt ins Harte gefräst“, berichtet Heiko Meyer. „Die Schneiden des Gewindefräsers sahen auch nach dem letzten Gewinde wie neu aus – das hat uns schon schwer beeindruckt.“ Bemerkenswert auch deswegen, weil seitens der Druckluftkühlung und damit bei der Späneabfuhr keine optimalen Bedingungen bestanden. Zumal die sichere Späneabfuhr das A und O beim Gewindefräsen ist.
Beeindruckt war man bei Eropräzisa auch von der Zeitersparnis. Alle 32 Gewinde waren nach gut einer halben Stunde fertig gefräst. Das Senkerodieren eines einzigen Gewindes hätte alleine eine Stunde gedauert, außerdem hätten die Präzisionsspezialisten den Einsatz wegen der Gewindeanordnung umspannen müssen.
Theo Drechsel, Fachautor in Unterschleißheim
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Hier finden Sie mehr über:
Teilen:







{kind=link}