






Deutlich höhere Produktivität und Termintreue – mit clever syn-chronisierten Prozessen können das auch breit aufgestellte Werkzeugbaubetriebe schaffen. Allerdings gilt es dabei einige Aspekte zu berücksichtigen.
„Manchmal muss ich schmunzeln, wenn mir Kollegen anderer Unternehmen sagen: ’Bei uns geht das nicht. Unsere Prozesse sind zu komplex.‘“, sagt Herbert Johann. Der Leiter des Werkzeug- und Prüfmittelbaus bei ZF Sachs in Schweinfurt weiß, dass sich Abläufe auch in einem breit aufgestellten Werkzeugbau takten lassen. ZF arbeitet seit knapp zwei Jahren nach diesem Prinzip und hat deutliche Vorteile damit erzielt. „Wir konnten unsere Durchlaufzeiten um 50 bis 60 Prozent senken, und unsere Liefertreue ist heute um 70 bis 80 Prozent besser als früher.“ Und das, obwohl in Schweinfurt ganz unterschiedliche Produkte entstehen, von Massiv- über Blechumformwerkzeuge bis hin zu Schneid-, Loch- oder Folgeverbundtools in unterschiedlichen Größen. „Und wir stellen nicht nur Neuwerkzeuge her, wir sind auch für Reparaturen, Änderungen und Optimierungen zuständig.“
Trotz dieser Vielfalt an Bearbeitungsaufgaben ist es ZF gelungen, rund 80 % des Workflows in einer getakteten Fließfertigung abzuwickeln. „So verschieden die Teile sein mögen, bei vielen ist die Technologiefolge in der Fertigung die gleiche“, erläutert Johann. „Die Bearbeitungsvolumina fassen wir so zusammen, dass zwei Schichten zu etwa 80 Prozent ausgelastet sind.“ Diese Teilekontingente müssen abends an der jeweiligen Station – etwa beim Fräsen, Drehen oder Schleifen – fertig sein. Am nächsten Morgen, pünktlich um sechs Uhr, werden sie zur nächsten Station transportiert. „Die restliche Kapazität verteilen wir auf die drei weiteren Säulen unseres Fertigungskonzepts“, fährt Johann fort. Rund 15 % der Teile kommen auf die so genannte Zuglinie. Auch hier gibt es einen festen Fahrplan, der jedoch auf die Freiräume des Taktsystems abgestimmt ist. Die Liegezeiten zwischen den Bearbeitungen können hier etwas länger sein. Was sich auf beiden Linien nicht sinnvoll abwickeln lässt, wird nach dem First-in-First-out-Prinzip abgearbeitet, sobald auf den Hauptlinien Kapazitäten frei sind. Und schließlich bleibt ein kleiner Puffer für Reparatur- und Optimierungsaufgaben, die sofort erledigt werden müssen. Dafür gibt es zudem noch eine eigene kleine R-und-O-Gruppe.
Um die täglichen Arbeitsvolumina für die einzelnen Stationen möglichst einfach und effizient bestimmen zu können, haben die Franken eine eigene Taktsoftware erstellt. „Mit ihr lässt sich der Aufwand in der Arbeitsvorbereitung und in der Planung in einem überschaubaren Rahmen halten“, erzählt Johann.
Doch nicht nur Durchlaufzeit und Termintreue haben sich laut dem Werkzeugbau-Chef verbessert. Auch die Transparenz der Prozesse sei deutlich gestiegen. „Ohne weiteren Steuerungs- oder Überwachungsaufwand wissen wir immer genau, wo sich ein Teil gerade befindet. Zeitintensives Suchen ist bei uns Geschichte!“ Dadurch sei das Taktprinzip in der Werkstattpraxis quasi ein Selbstläufer und viel einfacher zu handhaben, als die frühere Inselfertigung.
Moritz Rittstieg, Wissenschaftlicher Mitarbeiter am Lehrstuhl für Produktionssystematik des Werkzeugmaschinenlabors (WZL) der RWTH Aachen, schätzt, dass in durchschnittlichen, handwerklich organisierten Werkzeugbauten 30 bis 40 % der produktiven Arbeitszeit qualifizierter Mitarbeiter verschwendet werden – mit Such- und Abstimmaufwänden sowie unnötigen steuernden Eingriffen in den Fertigungsablauf. „In werkstattorientierten Betrieben liegen Werkstücke oft 99 Prozent der Zeit, die sie im Maschinenpark sind, nur herum.“ Das zeige das Optimierungspotenzial. Letzteres sei zwar umso größer, je enger das Produktspektrum fokussiert und je konsequenter die Werkzeuge modularisiert sind, „grundsätzlich gelten die Prinzipien aber für alle Betriebe“, betont der Diplom-Ingenieur. Das bestätigt Herbert Johann: „Ein spezialisiertes Werkzeugspektrum erleichtert vieles, es ist aber keine Voraussetzung für den Erfolg.“
Der steigende Wettbewerbsdruck zwingt die Branche zunehmend, diese Potenziale zu heben, die Kosten zu senken, die Durchlaufzeiten zu reduzieren und die Termintreue zu verbessern. Immer mehr Betriebe erkennen laut Engelbert Adam, Leiter des Schuler-Cartec-Werks in Göppingen und Vorsitzender der Fachgruppe Werkzeug- und Formenbau im VDMA-Fachverband Präzisionswerkzeuge, mittlerweile den Handlungsbedarf. „Die Bereitschaft, über Veränderungen nachdenken und sie einzuführen, ist heute deutlich größer als noch vor fünf Jahren. Die Verantwortlichen in den Betrieben erkennen, dass sie etwas tun müssen, um wettbewerbsfähig zu bleiben.“ Adam erzählt von Werkzeugbauten in China, die in den letzten Jahren neue Hallen gebaut und ihre Abläufe in der mechanischen Fertigung, der Montage und dem Try out perfekt synchronisiert hätten. Zudem haben diese Unternehmen einen weiteren Wettbewerbsvorteil: Aufgrund ihrer Größe können sie neue Maschinen und Technologien oft deutlich günstiger einkaufen als das Gros der Betriebe hierzulande. „Die große Chance unserer heimischen Anbieter ist, dass sie noch immer einen Know-how- und Qualitätsvorsprung sowie hochqualifizierte und erfahrene Mitarbeiter haben.“
Diese Mitarbeiter mit ins Boot zu holen ist elementar wichtig, wenn es darum geht, neue Strukturen einzuführen. Alle befragten Experten sind sich darin einig: Wenn die Mitarbeiter nicht hinter den Veränderungen stehen, geht´s schief. Herbert Johann meint denn auch: „Die größte Herausforderung für uns bestand darin, hochqualifizierte und selbstbewusste Spezialisten, die seit Jahren oder gar Jahrzehnten bestimmte Abläufe gewohnt waren, davon zu überzeugen, nun anders zu arbeiten.“ Diese Überzeugungsarbeit funktioniere nur, wenn die Geschäftsleitung voll hinter den Maßnahmen stehe, die neuen Ideen lebe, und wenn zwei, drei Mitarbeiter in Werkstatt und Arbeitsvorbereitung die Prinzipien ebenfalls verinnerlicht hätten, sie vorantrieben und die Kollegen mitrissen.
Wolfgang Faßnacht, Gründer und Inhaber von W. Faßnacht Werkzeug- und Formenbau in Bobingen, ergänzt: „Als Chef muss ich meinen Mitarbeitern auch die Angst vor neuen Strukturen und Technologien nehmen. Sie dürfen Neues nicht als Bedrohung ihrer Position empfinden und brauchen Zeit, sich ohne Druck einzuarbeiten.“ Faßnacht sieht diese Strategie als wesentlichen Grund dafür, dass seine Belegschaft bislang stets positiv auf Neuerungen reagiert hat. Auch Engelbert Adam betont: „Qualifizierte Mitarbeiter mit Erfahrung und der Bereitschaft, in die Zukunft zu denken, sich mit Neuem zu beschäftigen, sind Gold wert.“
Wolfgang Faßnacht – er beschäftigt 18 Spezialisten in Konstruktion und Fertigung – sieht industrialisierte Prozesse durchaus auch für kleine und mittlere Unternehmen als umsetzbar, allerdings müsse jeder individuell untersuchen, was für ihn sinnvoll ist und was nicht. Er betont aber auch, dass beim Umstrukturieren nicht an zu vielen Stellschrauben gleichzeitig gedreht werden dürfe. „Zu große Schritte erzeugen Unruhe im Betrieb.“ Das bestätigt Marco Schülken, Geschäftsführer der Werkzeugbau Ruhla GmbH in Seebach: „Solche Prozesse müssen wachsen. Mein Tipp: Nicht mit zu komplexen Lösungen starten, die eigene Erfahrung Stück für Stück ausbauen und dabei die Belegschaft mitnehmen, ohne sie zu überfordern.“ Schülken gründet diese Aussage auf seine Erfahrungen beim Einführen automatisierter Fertigungssysteme und standardisierter Teilprozesse. „Unser Einstieg in die Automatisierung bestand vor rund acht Jahren aus einem Paletten- und einem Elektrodenwechsler für eine Senkerodiermaschine.“ Anfangs hätten sich die betroffenen Mitarbeiter gegen die Neuerung gesträubt, nach einigen Wochen dann jedoch die Vorteile erkannt und das System akzeptiert. 2008 investierte Schülken in eine automatisierte Fräs- und Erodierzelle von GF AgieCharmilles. Sie läuft heute rund um die Uhr, wobei nur eine Schicht bemannt ist. Werkzeugbau Ruhla arbeitet mit einer durchgängigen Datenkette – von der Konstruktion bis zur Endfertigung. Senkerodierprozesse haben die Thüringer weitgehend standardisiert. Für fast alle Bearbeitungen reichen vier Grundelektroden, die fertig zugekauft werden. „Wir haben kein Lager mehr, bestellen alles auftragsbezogen, Normalien und Zukaufteile werden innerhalb von 24 Stunden geliefert“, sagt Schülken.
Wer daran denkt, seinen Betrieb umzustrukturieren, der sollte sich jedoch darauf einstellen, dass die Komplexität der Auftragsabwicklung zunächst steigt. Die Herausforderung liegt darin, ineinandergreifende Abläufe abzustimmen und zu steuern. Abhängigkeiten entstehen. Das alles stellt hohe Anforderungen an die Prozessstabilität. Störungen gilt es zu vermeiden oder zumindest wirkungsvoll abzufangen. Die Forscher vom WZL sehen das Synchronisieren deshalb als Königsdisziplin in der Organisation eines Werkzeugbaus. Allerdings gibt Moritz Rittstieg zu bedenken, dass die anfangs vermehrt zu erwartenden Prozessstörungen nicht das eigentliche Problem seien, sondern vielmehr wichtige Hinweise darauf, wo die Schwächen im bisherigen Prozessverlauf liegen. „Die Probleme, die durch die engere Verzahnung der Prozesse auftreten, existierten auch vorher schon, sie gingen nur in den eingeplanten Puffern unter und wurden deshalb nicht erkannt.“ Getaktete Prozesse seien ein Hilfsmittel, das synchrone Abläufe erleichtert.
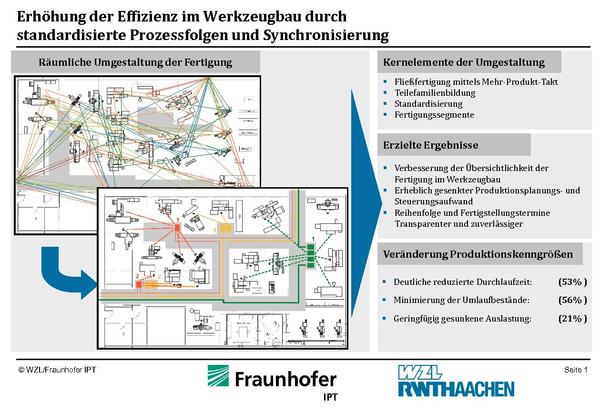
Konsequent umgesetzt wurde das Konzept beispielsweise in verschiedenen Werkzeugbauten des Volkswagen-Konzerns, etwa bei Audi in Ingolstadt oder bei VW in Wolfsburg. Bis 2007 war Werkzeugbau in der Autostadt nach einem veralteten Konzept strukturiert. Der Autobauer entschied sich, alle Bereiche zu überarbeiten, das Leistungsportfolio zu straffen und neu auszurichten. Das Hallenlayout wurde komplett erneuert, Abläufe harmonisiert und synchronisiert. Eine getaktete Fließfertigung ersetzte die Inselmontage. Die Grundlage dafür war ein hohes Maß an Standardisierung – beginnend in der Entwicklung der Werkzeuge über deren Modularisierung bis hin zu den Arbeitsmitteln der Mitarbeiter. Sämtliche Teile und Komponenten werden heute just in time bereit gestellt. Die Werkzeuge entstehen auf einer Fertigungslinie, bei der – analog zu einer Fahrzeugbaulinie – an jeder Station spezifische Arbeitsumfänge erledigt werden. Laut Volkswagen konnte die Produktivität im Werkzeugbau so um rund 80 % gesteigert werden.
„Das Prinzip der Taktung ist aber nicht auf die Fertigung beschränkt“, betont Herbert Johann von ZF. Als Einsteiger sollte man zwar mit einem Teil der Fertigung beginnen, das Prinzip dann jedoch nach und nach auf andere Bereiche ausweiten, bis hin zur Arbeitsvorbereitung, der Logistik und der Konstruktion.
„Für viele werkstattorientierte Betriebe unserer Branche, die ein extrem breites Teilespektrum abarbeiten müssen, rechnen sich synchrone Prozesse noch nicht“, meint der VDMA-Fachgruppen-Vorsitzende Adam. „Das mag in vier oder fünf Jahren anders aussehen. Dann dürften die Themen Standardisierung und Modularisierung der Werkzeuge sowie die Durchgängigkeit der Datenkette im Gesamtprozess deutlich weiter sein.“ Und Wolfgang Faßnacht gibt zu bedenken: „Industrialisierte Konzepte sind häufig gezielt für den Bau von Neuwerkzeugen ausgelegt. Reparaturen, Nacharbeit und Optimierungen werden noch zu wenig berücksichtigt.“
ZF-Werkzeugbau-Chef Herbert Johann sagt jedoch schon heute: „Getaktete Prozesse sind keine Hexerei – auch für breit aufgestellte Betriebe nicht.“ Man müsse nur den Mut haben, jeden Ablauf zu hinterfragen, alles auf den Kopf zu stellen und mit Blick auf das Gesamtkonzept zu optimieren.
Haider Willrett haider.willrett@konradin.de
„Es gibt keine Alternative zu industrialisierten Prozessen im Werkzeug- und Formenbau“
Nachgefragt
Herr Dr. Boos, inwieweit sind mittelständische Werkzeugbauten schon industriell strukturiert?
Gerade die kleinen und mittleren Betriebe sind zum Teil noch sehr handwerklich geführt. Technologisch sind sie bereits überwiegend gut aufgestellt, aber organisatorisch besteht vielfach noch großer Handlungsbedarf.
Wo liegt dieser Handlungsbedarf genau?
Die Prozesse müssen innerbetrieblich sowie mit Partnern und Zulieferern besser synchronisiert, das Wissensmanagement optimiert werden. Weitere Themen sind die Null-Fehler-Fertigung, das Qualitäts- sowie das IT-Management. Sämtliche Bereiche der Auftragsabwicklung – vom Angebotswesen über die Konstruktion und Fertigung bis hin zu Service und Wartung – müssen den Steuerungsprinzipien folgen.
Welches sind die Ziele synchroner Prozesse?
Durchlaufzeiten, Termintreue und damit letztendlich auch Kapazitätsauslastung sollen verbessert werden. Ebenso gilt es, Verschwendung zu reduzieren, etwa durch geringere Bestände, kürzere Liegezeiten und weniger Prozessstörungen. Die Idealvorstellung wäre: Alle Teile werden just in time angeliefert, das Werkzeug wird montiert und funktioniert.
In welchem Verhältnis stehen die Begriffe industrieller und synchroner Werkzeugbau?
Industrieller Werkzeugbau ist der Oberbegriff. Synchronisierte Prozesse sorgen unter anderem dafür, dass alle Zukauf- und Eigenfertigungsteile zum richtigen Zeitpunkt für die Montage bereit stehen. Die Taktung ist lediglich ein organisatorisches Hilfsmittel um die Prozesse besser zu steuern.
Gibt es eine Alternative zur Industrialisierung?
Nein. Entscheidend ist allerdings die Skalierung. Ein kleiner Betrieb braucht andere Lösungen als ein großer, ein spezialisierter andere als ein breit aufgestellter. Die jeweils passenden Maßnahmen müssen individuell erarbeitet werden.
Wie können auch kleinere, breit aufgestellte Betriebe eine Standardisierung ihrer Prozesse erreichen?
Fast jeder Betrieb hat einen Schwerpunkt, Werkzeuge, die er besonders gut beherrscht. Deren Abwicklung muss so standardisiert werden, dass Konstruktions-, Steuerungs- und Fertigungsaufwand minimal sind und Kapazitäten für andere Tätigkeiten und Werkzeuge frei werden. Dadurch lässt sich zeit- und kostenintensives Trouble Shooting reduzieren. Der Standardanteil sollte kontinuierlich wachsen. Wir haben einen Kunden, der mit knapp acht Prozent angefangen hat und heute knapp 50 Prozent seines Portfolios standardisiert hat. hw
Unsere Whitepaper-Empfehlung

Benutzeridentifizierung und Zugangskontrolle verbessern Sicherheit und Transparenz im Flottenmanagement
Teilen:







{kind=link}