
Auf drei Ebenen vollzieht sich Industrie 4.0 laut VDMA: Smart Machines, Smart Production und Smart Services. Kistler kann bereits heute alle drei Ebenen in der Praxis umsetzen und liefert dafür Beispiele. Eine Schlüsselrolle spielt die Werkzeugsensorik.
In Zukunft wird es denkbar, dass Produktionsleiter über Nachrichten-Apps informiert werden, wenn Prozessschwankungen auftreten, Ausschussraten steigen oder Fernwartungen nötig sind. Das ist ein Beispiel für Smart Services, die dritte Ebene von Industrie 4.0. Ihre Umsetzung scheitert derzeit weniger an den erforderlichen Technologien, sondern eher an einschränkenden Datenschutzrichtlinien. Wie sich Industrie 4.0 heute schon nutzen lässt, wird im Folgenden aus Sicht von Kistler erläutert.
In der Spritzgießproduktion bieten Sensoren im Werkzeug die Möglichkeit, den Prozess transparenter zu gestalten und damit effizienter zu steuern. Gerade eine Überwachung des Werkzeuginnendrucks hat sich bewährt, da dieser die höchste Korrelation zur Bauteilqualität besitzt. Darüber hinaus bietet das Zusammenführen der gewonnenen Daten in einem virtuellen Produktionsumfeld weitergehende Möglichkeiten, nicht nur den einzelnen Spritzgießzyklus zu optimieren, sondern den gesamten Herstellprozess. Im Beispiel aus der Rotoren-Produktion: Rotorenblätter werden üblicherweise im ersten Schritt gespritzt, im zweiten wird recht aufwändig der Rundlauf geprüft. Um Disbalancen auszugleichen, die bei der Herstellung im ersten Schritt entstanden sind, wuchtet man den Rotor durch das Anbringen von Zusatzgewichten aus.
Mit der Multiflow-Regelung – einer automatischen Heißkanalbalancierung in Kistlers Prozessüberwachungssystem ComoNeo – kann der Schritt 2 komplett entfallen, da schon der Spritzgießprozess die Gewichte ausbalanciert: Dank ComoNeo werden die einzelnen Rotorblätter identisch gefüllt und der Rotor läuft rund.
Während in herkömmlichen Produktionen jeweils eine manuelle Füllstudie durchgeführt werden musste, macht die Multiflow-Regelung des ComoNeo eine automatische – und damit schnellere und viel präzisere – Füllung möglich.
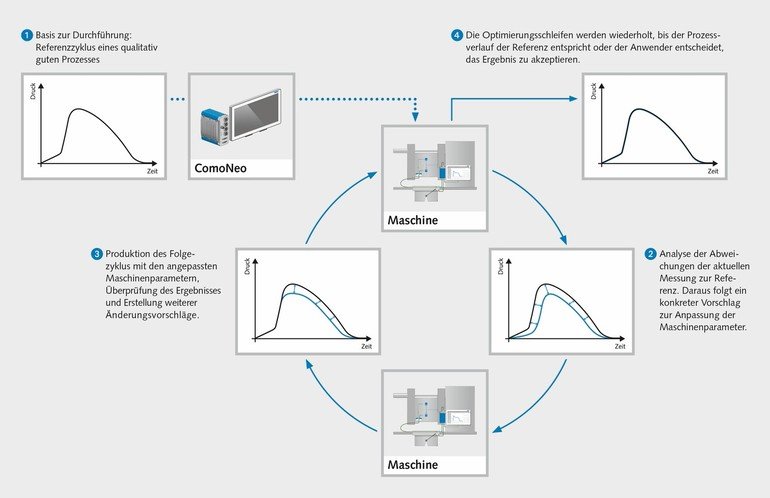
Das Prozessüberwachungs- und -regelungssystem ComoNeo und die zugehörige Datenbankkomponente ComoDataCenter (CDC) von Kistler bieten die Möglichkeit, die immer höher werdenden Qualitätsansprüche beim Spritzgießen durch eine permanente Kontrolle und Optimierung des Spritzgießprozesses zu erfüllen. Sie bilden die Grundlage, um Industrie 4.0 in der Praxis umzusetzen, wobei ComoNeo in Bezug auf die VDMA-Definition Ebene 1 bedient und CDC zu Ebene 2 gehört.
Beispielshaft kann der im ComoNeo integrierte Wiederanfahr-Assistent genannt werden: Damit erhalten Anwender die Möglichkeit, bereits etablierte Prozesse problemlos von einer Maschine auf die andere zu übertragen. Der Bediener erhält dabei konkrete Vorgaben, um den Prozess zu optimieren. Die Optimierungsvorschläge generiert das intelligente Tool so, dass auch Nutzer ohne spezifisches Vorwissen über den Werkzeuginnendruck den Prozess korrigieren können. Weiter unterstützt das System jetzt auch die OPC-UA-Schnittstelle, die vom VDMA als Standard für die Spritzgießproduktion empfohlen wird.
Das ComoDataCenter von Kistler erleichtert zusätzlich das Vernetzen der Daten und die Nachverfolgbarkeit der Teilequalität. Es ermöglicht das Transferieren von Werkzeugeinstellungen auf andere Anlagen und sorgt für die Kompatibilität von ComoNeo mit dem Vorgängersystem Como Injection. Die Einbindung in übergeordnete MES-Systeme ist ebenfalls vorgesehen – das CDC agiert damit als einfache Schnittstelle zwischen der Prozess- und der Produktionsebene.
In einem Forschungsprojekt wurde gezeigt, welchen Nutzen der Einsatz von Werkzeuginnendrucksensorik von der Produktidee bis zur Fertigung bringen kann. Dazu haben sich die Unternehmen Kistler, Krallmann, GTT Willi Steinko und Plexpert zusammengeschlossen und die Umsetzung von Industrie 4.0 in der Praxis veranschaulicht: Dabei geht es um die Produktion eines Spritzgussteils durch konsequentes Vernetzen der Arbeitsschritte ohne nennenswerte Iterationsschleifen. Die Prozesskette umfasst alle Phasen vom Design mit Simulation und Berechnung über Werkzeugauslegung und Werkzeugbau bis hin zur Inbetriebnahme mit Arbeitspunktoptimierung sowie 100%-iger Qualitätsüberwachung über vernetzte Datenspeicher. Bei dem produzierten Artikel handelt es sich um ein zweiteiliges Spiel, bestehend aus einem Labyrinth und einer Art Rachenlehre, die in das Labyrinth eingefädelt werden muss.
Es steckt voller Tücken: Das Labyrinth muss verzugsfrei und die Lehre verwindungssteif sein. Beide Teile entstehen in einem Formwerkzeug. Das Balancieren von Werkzeugen mit gleichen Kavitäten zählt heute zum Standard. Doch das Balancieren eines Familienwerkzeugs mit unterschiedlichen Kavitäten und Schussvolumina stellt nach wie vor eine Herausforderung dar.
Idealerweise setzt das gekonnte Balancieren schon in der Produktgestaltung an und wird durch die Simulation optimiert. Der Einrichter nimmt lediglich noch das Feintuning vor, geführt von einer Software zur Arbeitspunktoptimierung. Im lebenden Prozess verfolgen Sensoren den aktuellen Werkzeuginnendruck und bilden über den Druckverlauf den aktuellen Qualitätszustand des Bauteils ab. Im Produktionsverlauf sorgt Multiflow dann für ein gleichmäßiges Kompressionsverhalten in den unterschiedlichen Kavitäten. Nach dem Öffnen des Werkzeugs verkörpert die IR-Thermographie einen zusätzlichen Überwachungsschritt.
Ein anderes Praxisbeispiel liefert die Firma Fischer, die Steckverbinder und Elektronikgehäuse für die Automobil- und Elektroindustrie produziert. Fischer hat 60 Prozessüberwachungssysteme im Einsatz, mehr als 300 Werkzeuge sind mit Werkzeuginnendrucksensorik ausgestattet. Alle Kistler-Systeme sind fest installiert und vernetzt. Bei Fischers Mehrfachwerkzeugen sieht der Bediener auf einen Blick am Prozessüberwachungssystem, ob die Balancierung des Heißkanals stimmt. Später kann Fischer sogar Maschinenfehler und Verschleißerscheinungen am Werkzeuginnendruckverlauf erkennen.
Hier bleibt die Entwicklung nicht stehen. In naher Zukunft wird der Prozessablauf eines jeden Teils eindeutig im ComoNeo nachvollziehbar sein. Beispielsweise bei späteren Reklamationen führt das Einscannen des Codes direkt zum Messdatensatz des Teils aus der CDC-Datenbank.
Daniel Fick, Business Driver im Geschäftsfeld Plastics der Kistler Instrumente AG, Winterthur
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}