

Laserschweißen | Was die Großindustrie kann, können wir schon lange – dachten sich die Zulieferer Walter Haimerl und Harald Keller. Und begannen mit dem Laser zu schweißen. Ihre Erfahrungen werden zum Plädoyer für die Laser-Technologie.
Benjamin Krummenauer, Produktmanager TruLaser Robot bei der Trumpf Laser- und Systemtechnik GmbH, Ditzingen
Keller Blechtechnik aus dem badischen Endingen hat sich akribisch auf das Thema Laserschweißen vorbereitet. Seit Frühjahr 2013 arbeitet das Team um Inhaber Harald Keller mit einer Roboterschweißzelle. „Mit laserschweißgerechten Konstruktionen erschließen wir unseren Kunden ungeahnte Möglichkeiten. Wir müssen aber in kleinen Workshops Überzeugungsarbeit leisten und reaktionsschnell mit Musterteilen den Machbarkeitsbeweis liefern. So infizieren wir mittlerweile immer mehr Kunden.“
Schnell erfolgreich war auch Haimerl Lasertechnik aus Leonberg. Inhaber Walter Haimerl nutzte zunächst seine Strahlquelle im Lasernetzwerk im Wechsel zwischen Stanz-Laser-Maschine und Schweißzelle. Schon ein halbes Jahr später war die Roboterschweißzelle aber so gut ausgelastet, dass sich dafür eine eigene Strahlquelle rechnete.
Haimerl und Keller befinden sich in guter Gesellschaft. Das Laserschweißen gewinnt immer mehr Fans. Das Team von Rinus van Heerde beim niederländischen Küchenhersteller Groku Kampen verschweißt beispielsweise Spülbecken mit Edelstahlarbeitsflächen in einem Zehntel der bisherigen Zeit. Reinhard Aumayr, Inhaber des österreichischen Job-Shops Laser & more, brachte das Laserschweißen sogar bis an die Spitze des Burj Dubai, des höchsten Gebäudes der Welt. Die schnurgerade Dreieinhalb-Meter-Laserschweißnaht aus seiner Fertigung machte die Aluminium-Fassadenelemente um bis zu 40 % leichter als ursprünglich geplant. Auch Helmut Zapf, Gruppenleiter Laserbearbeitung bei Trumpf Medizin Systeme in Saalfeld, setzt seit Jahren auf zwei Laserschweißzellen, weil die Schweißgeschwindigkeit des Lasers das Handschweißen um den Faktor 100 toppt.
Laserstrahl schlägt Lichtbogen
Nikolaus Wagner, Trumpf-Experte für das Laserschweißen, ergänzt ein weiteres Fallbeispiel aus dem eigenen Unternehmen: „Eine Baugruppe für die Automatisierungskomponente SheetMaster von Trumpf wurde umkonstruiert. Das Ergebnis sind 39 % weniger Gewicht und 75 % niedrigere Kosten.“ Die alte Konstruktion mit einem Gewicht von 11,2 kg bestand aus fünf MAG-verschweißten Biegeteilen, zusätzlich verstrebt, um den Schweißverzug zu reduzieren. Trotzdem war abschließend hoher Richtaufwand nötig. Der reine Schweißvorgang in der aufwendigen Spannvorrichtung dauerte eine knappe halbe Stunde. Die Neukonstruktion besteht demgegenüber aus zwei Biegeteilen und fünf ebenen Blechen, die über Steckverbindungen zusammenhalten. Daher genügt eine einfache Spannvorrichtung – und der eigentliche Tiefschweißvorgang per Laser ist in 2 bis 3 min erledigt. Das spart sogar ohne Berücksichtigung des Rüstaufwands stolze 90 % Zeit.
Bei solchen Ergebnissen ist es schon verwunderlich, dass viele Blech- und Stahlverarbeiter vor allem auf das Lichtbogenschweißen setzen – auf MIG, MAG oder WIG. Eine etablierte Fügetechnologie, die deutlich langsamer als das Laserschweißen ist und zahlreiche Nachteile mit sich bringt: Der hohe Wärmeeintrag beim Lichtbogenschweißen verursacht Verzug, der aufwendiges Richten bedingt. Unsaubere Nähte erfordern unvermeidbar kostenintensive Nacharbeit wie Verputzen und Schleifen. Den Laserschweißer interessiert das alles nicht. Er schweißt perfekte Sichtnähte in konstanter Qualität mit minimalem Wärmeeintrag.
Trotzdem sind die Traditionalisten zurückhaltend. Denn Laserschweißen ist anspruchsvoll. Dabei gilt das weniger für den eigentlichen Schweißvorgang als vielmehr für den gesamten Prozess entlang der Blechkette. „Wer das Potenzial des Laserschweißens nutzen will, muss bereits in der Konstruktion neu denken. Man braucht Präzision von Anfang an“, konstatiert Harald Keller. Viele Anwender konstruieren aber zu kompliziert, weil sie nur traditionelle Schweißverfahren kennen. Walter Haimerl ergänzt deshalb: „Es reicht nicht, eine Anlage zu kaufen, man muss sich eine Anlaufphase zum Testen gönnen und intensiv Know-how aufbauen.“ Dazu zählt neben konstruktiven Fertigkeiten auch das Wissen um Vorrichtungsbau, Schweißparameter und Robotersteuerung.
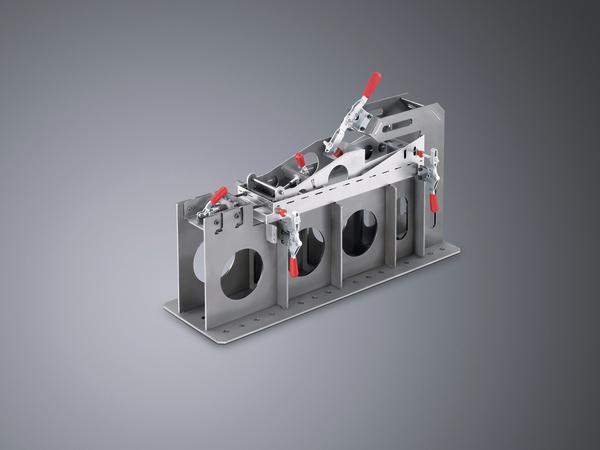
Trumpf begleitet seine Kunden deshalb mit maßgeschneiderten Workshops beim Einstieg in die neue Fügetechnologie – entlang der kompletten Prozesskette. Workshops oder Seminare zur Teilegestaltung legen den Grundstein für laserschweißgerechte Konstruktionen. Auch in punkto Vorrichtungsbau begleitet der Hersteller seine Kunden. Weil beim Laserschweißen der „Null-Spalt“ das Maß der Dinge ist, braucht es praktisches Wissen um die passende Spannvorrichtung. In kundenindividuellen Workshops lernen die Teilnehmer anhand eines konkreten Bauteils, wie sie mit Materialien aus der eigenen Blechfertigung stabile Vorrichtungen kostengünstig erstellen. Im Idealfall entsteht dabei gleich die Konstruktionszeichnung der Vorrichtung für das entsprechende Bauteil.
Wie man die richtigen Parameter für das eigentliche Laserschweißen findet, vermittelt ein weiteres Trainingsmodul. Nikolaus Wagner: „Verbindliche Parameter wie in den Technologietabellen für das 2-D-Laserschneiden erlaubt die Komplexität im Schweißen nicht. Wir haben jedoch für ganz viele Anwendungen Korridore und Zielwerte dokumentiert, die dem Anwender in der Praxis ganz konkrete Hilfestellungen geben. Und schnell zum Gutteil führen.“
Laserschweißen ab Losgröße 1
Hat der Neueinsteiger seine Hausaufgaben gemacht, steht ihm der Weg offen – für Laserschweißen schon ab Losgröße 1. Die Großserie braucht es nicht. Selbst einfache einzelne Teile rechnen sich. Besonders wenn höchste Ansprüche an die Qualität der Nähte gestellt werden, punktet das Laserschweißen. Sichtnähte von Gehäusen, Möbeln, Kücheneinrichtungen oder Bedienpulten überzeugen mit bester optischer Güte – ohne Nacharbeit. Und weil beim Laserschweißen kaum Wärme in das Bauteil dringt, gibt es keinen Verzug. Deshalb muss beispielsweise ein lasergeschweißtes Lüfterrad nicht nachträglich ausgewuchtet werden und Passungen sitzen auch ohne Nachspindeln ganz exakt.
Nikolaus Wagner: „Laserschweißen ist auch eine Antwort auf die Anforderungen des Leichtbaus, weil keine einheitliche Blechdicke notwendig ist. So wählen die Konstrukteure nur gerade so viel Material wie nötig.“ Dabei schafft die Variante Wärmeleitschweißen Nähte mit exzellenter Oberflächengüte. Beim Tiefschweißen wiederum entsteht eine schmale und tiefe Naht. Beide Verfahren erzielen höchste Festigkeiten. Helmut Zapf aus Saalfeld berichtet von einer lasergeschweißten Komponente des OP-Tisches, die sich im Testlabor gegenüber dem konventionell geschweißten Baumuster mit Bravour durchsetzte: Das konventionell handgeschweißte Teil zerbarst bereits bei einer Tonne, das lasergeschweißte erst bei vier Tonnen Belastung.
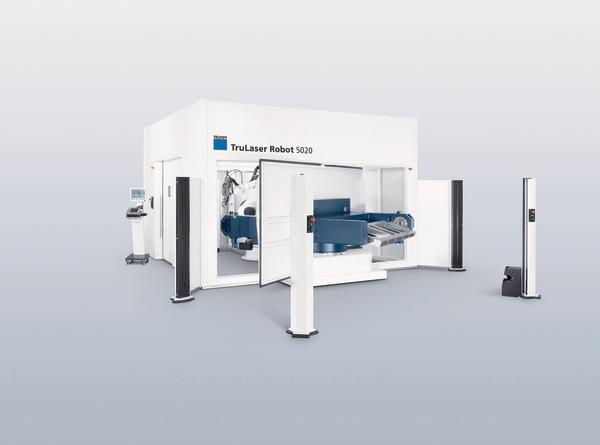
Viele gute Argumente für den Einstieg in das Laserschweißen, durch die der hohe Investitionsaufwand relativiert wird. Was zunächst mehr kostet rechnet sich sogar ziemlich schnell. Anwender wie Aumayr, Haimerl oder Keller machen es vor. Kosteneinsparungen pro Teil zwischen 50 und 80 % sind machbar. Dadurch amortisiert sich eine Laserschweißzelle wie die TruLaser Robot 5020 bei Normalauslastung in überraschend kurzer Zeit. Das ist ein Argument, das auch den Controller überzeugt.
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}