Das Tiefziehen von perforiertem Metall unterliegt anderen Regeln als das von Vollmaterial. Hauptgrund ist das unterschiedliche Fließverhalten perforierter Materialien.
Die Vorteile des Tiefziehens liegen nicht nur in möglichen Kostenreduktionen, etwa beim Materialverbrauch. Das Verfahren ermöglicht auch optisch ansprechende Produkte. Damit würde es sich perfekt für die Fertigung von Motorabdeckungen für Nutzfahrzeuge eignen – wäre da nicht das Problem der Luftdurchlässigkeit. Perforiertes Metall jedoch verhält sich beim Tiefziehen vollkommen anders als Vollmaterial. Der Grund sind die Unterschiede im Fließverhalten. Das perforierte Metall hat eine wesentliche Beanspruchung schon hinter sich, die Materialeigenschaften verändern sich. So bestehen beispielsweise nur noch sehr dünne Stege aus Material, die nur geringe Veränderungen beim Dehnen zulassen. Beim Tiefziehen entsteht ein Hohlkörper durch Dehnen oder Stauchen. Ohne besonders Know-how können unschöne Verformungen der Lochung entstehen, das Bauteil verliert an Stabilität oder bekommt – im schlimmsten Fall – Risse.
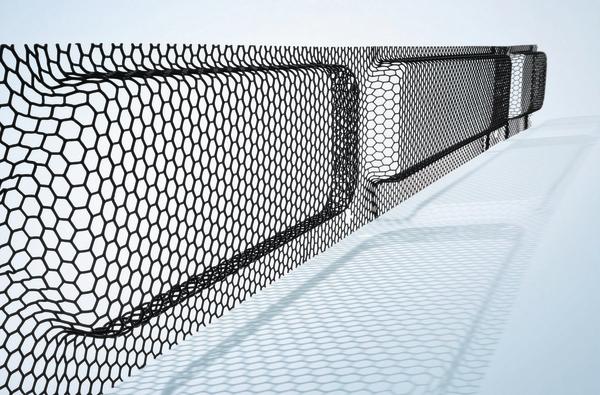
Bei der Solvaro GmbH in Kirchheim/Teck beschäftigen sich Teams aus Technik und Produktion intensiv mit dem Thema Tiefziehen. Zuletzt demonstrierten sie ihre Fertigkeiten für den italienischen Kunststoffteilehersteller MAP SpA. Er stellt unter anderem Kühlerhauben für Agrar- und Baufahrzeuge her. Die Kunststoffhauben werden mit Lüftungs- und Schmutzgittern ausgestattet. Die Grundanforderungen lauten: Luftdurchlass, Filterfunktion und Stabilität.
Solvaro erreichte die geforderte Luftdurchlässige Fläche von 80 % durch eine Hexagonallochung Hv6-6,7 von kaltgewalzten Stahlblechen mit einer Materialdicke von 1,0 bis 1,5 mm. Für die drei aneinander gereihten Vertiefungen mussten Spezialisten ans Werk. Die hydraulischen Pressen, mit denen die Kirchheimer in diesem Fall die Teile tiefziehen, müssen genauestens auf das Verhalten des Metalls abgestimmt sein. Ziehgeschwindigkeit, Ziehradius und andere Kräfte haben die Spezialisten durch ihre Erfahrung im Griff. Sie arbeiten in mehreren Tiefziehschritten und mit eigens entwickelten Werkzeugen. Das Ergebnis kann sich sehen lassen und entspricht auch den Anforderungen an die Stabilität. Das Finishing durch KTL- und Pulverbeschichtung, sowie die genau auf die Einbaumaße abgestimmten Außenkonturen ermöglichen die sofortige Montage der Lüftungsgitter. hw
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}