

Wie lassen sich kleine Risse in einem Bauteil aufspüren? Für die Karosseriewerke Dresden war es ein langer Weg bis zur Lösung des Problems. Es mussten erst mehrere Versuche mit bildgebenden Verfahren fehlschlagen, bis der Automobilzulieferer schließlich mit der akustischen Resonanzprüfung erfolgreich war.
Karosserieteile sind die Spezialität der KWD Karosseriewerke Dresden. Im Herstellungsprozess, insbesondere bei Tiefziehteilen, hatten die Radeberger Automobilzulieferer allerdings immer wieder Probleme. Fallweise traten so genannte Ziehrisse auf. Bauteile mit Rissen dürfen natürlich nicht ausgeliefert werden. Dafür sorgt das Sortierpersonal mit einer optischen Prüfung am Ende des Bandes. Es kam aber vor, das fehlerhafte Teile nicht erkannt wurden und später im Montagewerk zu Störungen führten.
Um den Prozess sicherer zu machen, hat KWD zusammen mit einem Fahrzeughersteller beschlossen, eine automatisierte Prüfeinrichtung in die Pressenstraße zu integrieren. Die Unternehmen definierten ein gemeinsames Projekt, in dem verschiedene Prüftechniken ausgewählt und geprüft wurden. Am Ende entschied man sich für eine akustische Resonanzprüfung der Medav GmbH in Uttenreuth. Doch bis dahin war es einer langer und steiniger Weg.
Zu Beginn wurden mehrere bildgebende Ansätze untersucht, etwa mit einer intelligenten Kamera mit integrierter Auswerteeinheit. Ein Roboter führte dabei die Kamera perspektivisch über die Oberfläche des Bauteils und erfasste dabei eine komplette Seite. Für die Auswertung öliger Oberflächen war die Technik zwar geeignet. Eine Linienintegration kam dennoch nicht in Frage. Denn je komplexer das Bauteil war, desto höher wurde der Programmieraufwand für den Roboter. Zudem dauerte das Abfahren des Bauteils mit der Kamera zu lange. In den vorgegebenen Taktzeiten konnte das Bauteil nur in Schwerpunktbereichen geprüft werden.
In einem zweiten Ansatz erfassten die Radeberger mit einem Mehrkamerasystem die 3D-Daten des Bauteils und verglichen das Ergebnis mit den Solldaten. Die erforderliche Rechenzeit war so hoch, dass auch dieser Ansatz verworfen wurde. Außerdem reagierte das System empfindlich auf Fremdlichteinfluss.
Thermographie mit nachgeschalteter Bildverarbeitung war der dritte Versuch. Bei dieser Varianten wird die Bauteiloberfläche unmittelbar nach dem Umformprozess beim Öffnen der Presse thermografisch ausgewertet. Die Technik war zwar robust, allerdings ließen sich Bauteile in stark gekrümmten Bereichen schlecht auswerten. Verschmutzungen führten zudem zu fehlerhaften Ergebnissen.
Zu guter Letzt probierte es KWD noch mit dem Lasertriangulationsverfahren. Per Laser wurden die Einlaufwege von Beschnittkanten beim Ziehen überwacht. Obwohl die Messgröße zur Prozessregelung geeignet gewesen wäre, wurde auch dieser Versuch abgebrochen. Denn für jede Materialcharge wäre ein Justieren nötig gewesen. Zudem ließen sich wiederum nur Schwerpunktbereiche des Bauteils prüfen.
Ende 2007 deutete sich eine Lösung des Problems an. Timo Uhlig, Leiter Qualitätssicherung bei KWD, stieß bei seinen Recherchen auf die Technik der akustischen Resonanzprüfung und nahm Kontakt zum Hersteller Medav auf. Die akustische Resonanzprüfung, die auch als Klangprüfung bezeichnet wird, nutzt das Schwingungsverhalten von elastischen Bauteilen, um güterelevante Auffälligkeiten zu identifizieren. Dabei wird das komplette Bauteil objektiv überprüft. Eine automatisierte Prüfung ist vergleichsweise einfach, preisgünstig und ohne Umweltbelastung möglich. Die volumenorientierte Prüftechnik ist vor allem für komplexe Bauteilgeometrien geeignet.
Mit der Klangprüfung lassen sich zahlreiche Fehler aufspüren. Hierzu zählen offene oder geschlossene Risse, Faltungen, Lunker, Dichteabweichungen, fehlerhafte oder fehlende Schweißverbindungen, geometrische Abweichungen und Bearbeitungsfehler. „Uns war schnell klar, dass wir auch Ziehrisse hören müssten“, erklärt Uhlig. „Mit dem Verfahren lassen sich auffällige Bauteile erkennen, auch wenn die Abweichungen sehr gering sind.“
In der Praxis kommt das so genannte Chamäleon-Verfahren zum Einsatz. Dabei werden einmalig unter Serienbedingungen rund 200 Bauteile gemessen und möglichst viele Eigenfrequenzen pro Bauteil erfasst. Daraus lassen sich Standardmerkmale wie Frequenz, Amplitude oder Dämpfung ableiten. Aus einigen Dutzend Frequenzen ergeben sich am Ende mehrere tausend Merkmale. Die Herausforderung dabei ist, die Merkmale so zu justieren, dass auch geringe Abweichungen erkannt werden und möglichst weder Schlupf noch Pseudofehler entstehen. Schlupf sind nicht erkannte Schlechtteile, ausgeschleuste Gutteile bezeichnet man als Pseudofehler.
Auffällige Bauteile werden schließlich von der Qualitätssicherung des Werks hinsichtlich ihrer Gütestandards bewertet. Dabei kommen zerstörende und zerstörungsfreie Methoden zum Einsatz. Das Werk konzentriert sich auf die Prüfung der auffälligen und einiger unauffälligen Bauteile.
Für die automatisierte Prüfung von Karosserieteilen sind bei KWD mehrere Komponenten installiert. Die Basis ist eine Prüfvorrichtung, die das Bauteil schwingungsentkoppelt aufnimmt. Hinzu kommt eine Stoßvorrichtung, welche die Schwingung anregt. Und schließlich der Sensor, der die Schwingung aufnimmt. Dies kann zum Beispiel ein Laservibrometer sein, eine Tastspitze mit Beschleunigungssensor oder ein Mikrofon.
Nachdem ein Laborversuch mit zwei verschiedenen Bauteiltypen Erfolg versprach, wurde die Technik 2008 in der Serienumgebung erprobt. In einer ersten Messreihe wurden Sitzmulden unter die Lupe genommen. Das Bauteil wurde noch manuell auf einer Dreipunktauflage positioniert und an einer Anschlagstelle angeregt. Um das beste Konzept zu finden, kamen verschiedene Sensoren parallel zum Einsatz. Die Stichprobe umfasste rund 650 Bauteile. Teile mit Rissen wurden auf Anhieb identifiziert. Darunter befanden sich auch einige Prüflinge mit grenzwertigen Fremdkörperabdrucken. Das System war bewusst so scharf eingestellt, dass rund 6 % Pseudofehler ermittelt wurden. Der Schlupf war gleich Null. Die Prüfung eines Bauteils ohne Handling dauerte rund 2 s. „Die Ergebnisse haben uns begeistert und dazu motiviert, ein weiteres Bauteil in der Linie zu prüfen“, berichtet Uhlig.
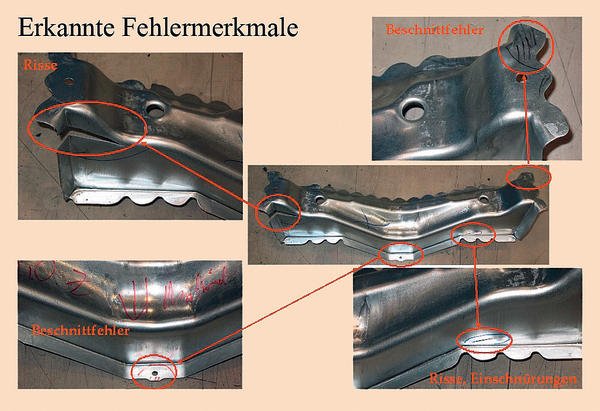
In einer weiteren Versuchsreihe wurde eine Teileauflage für den Querträger Hinterachse so konstruiert, dass die Roboter in der Pressenstraße das Bauteilhandling übernehmen konnten. Mit einer Zweipunktauflage, einer Stoßvorrichtung mit Anschlag und einer Tastspitze als Sensor wurde die Anlage für den linienintegrierten Einsatz vorbereitet. Die Fehlerausbeute war reichlich: Risse, Dopplungen, Beschnittfehler, stark ausgeprägte Fremdkörperabdrucke und Einschnürungen.
Nach einem weiteren Test, der ebenfalls erfolgreich war, wurde bei KWD ein Liniensystem in die neue Pressenstraße integriert.
Timo Uhlig Leiter Qualitätssicherung bei KWD in Radeberg
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}