
Die in der vorausgehenden Titelstory geschilderten Technologien (Seiten 42 bis 44) sind bereits sehr nahe an der Anwendung. Zu einem großen Teil lassen sie sich mit am Markt erhältlicher Ausrüstung umsetzen: Ein Überblick über die anlagentechnischen Möglichkeiten.
Vieles von dem, das die Wissenschaftler Timo Huber und Alexander Roch vom Fraunhofer ICT im Industrieanzeiger-Titelthema beschrieben haben, lässt sich schon umsetzen, etwa das Thermoplast-Schaumspritzgießen. Teils bieten die Hersteller dazu bereits integrierte Hard- und Software in ihren Spritzgießmaschinen an. Nur die neue ICT-Technologie, solche Polymerschäume durch Integrieren eines Injection Molding Compounders (IMC) auch faserverstärkt zu produzieren, ist noch nicht etabliert.
KraussMaffei bietet IMC schon lange an: Beim Spritzgießcompoundieren im IMC werden Langfasern über einen Doppelschneckenextruder direkt im Prozess schonend in die Schmelze eingearbeitet, so dass letztlich längere Fasern im Bauteil landen und die mechanischen Eigenschaften verbessern.
In eine ähnliche Richtung gehen zwei weitere, zur Fakuma angekündigte Neuentwicklungen: Die Groche Technik GmbH, Kalletal, präsentiert eine „Direkt-Langfaser-Spritzgießtechnik mit EFE Einschnecken-Fasereinzug“. Faserstränge werden direkt an der Spritzgießmaschine auf Länge gebracht und in die Schmelze eingespeist, um sie möglichst ungebrochen und richtig orientiert ins Bauteil zu bringen. Arburg stellt das mit dem SKZ Würzburg entwickelte „Langfaser-Direktspritzgießen“ vor, bei dem die Fasern in die zweite Schneckenstufe im Plastifizierzylinder eingebracht werden – ebenfalls um die Faserlängen im Bauteil zu erhöhen.
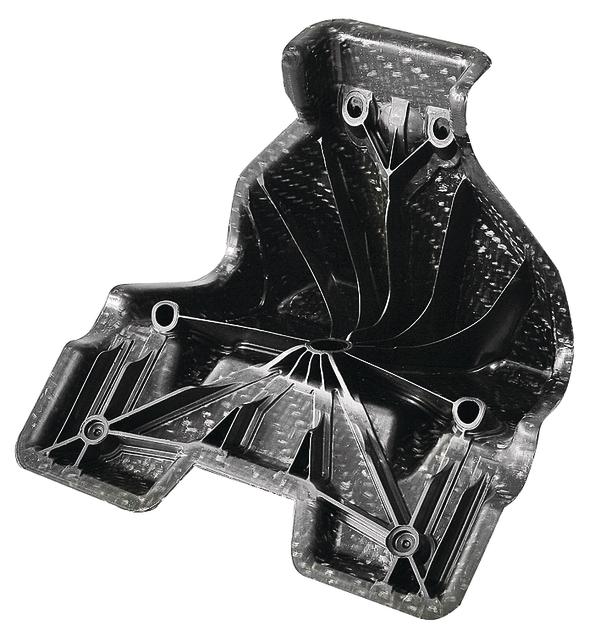
Sehr großes Potenzial haben Verfahren, die die Firmen KraussMaffei und Engel in einer Art Technologie-Wettlauf zur Messe K 2010 vorbereiteten. Dabei werden „Organobleche“, die aus Endlosfaser-Geweben in thermoplastischer Matrix bestehen, im Spritzgießwerkzeug umgeformt und anschließend mit Versteifungen umspritzt. Neu ist, dass beides in der Spritzgießmaschine geschieht. Beim Vorläufer, einem Einleger im Hybridfrontend des Audi A8, wurde das Thermoformen noch separat durchgeführt. KraussMaffei nennt sein Verfahren „FiberForm“, bei Engel heißt es „Organomelt.“
Mit „PolySet“ hat KraussMaffei noch eine Faserverbund-Technologie im Portfolio, bei der Feuchtpolyestermassen spritzgegossen werden. Hitzebeständig bis 180 °C, lassen sie sich für Class-A-Oberflächen inline lackieren. Als Bulk Molding Compounds (BMC) werden sie mit Kurzfasern versetzt, als Sheet Molding Compounds (SMC) mit Langfasern von 25 bis 50 mm Länge. Die duromeren Massen werden in die Plastifizierung transportiert und ins heiße Werkzeug eingespritzt.
Gerade auch für die Composites-Fertigung führte Engel die Großmaschine v-duo ein: Die vertikale Schließeinheit erleichtert das Einlegen von Verstärkungen wie Organoblechen oder Tapes. Die Anlage soll sich auch für Hochdruck-RTM eignen – und schlägt damit die Brücke zu den Epoxy-Composites.
Revolutionär ist die von Engel vorgestellte Möglichkeit, thermoplastische Composites mit „Insitu-Polymerisation“ zu spritzgießen: Statt dem Thermoplasten schießen die dünnflüssigen, monomeren Vorprodukte in die Form, infiltrieren die Preforms (erinnert an Epoxy-Systeme) und polymerisieren dann erst aus. Die Prototypen-Anlage funktioniert, die Entwicklung geht aber noch weiter.
Olaf Stauß olaf.stauss@konradin.de
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}