
Energieeffizienz beim Schweißen ist ein komplexes Thema. Nur vordergründig kommt es auf die Leistungsdaten der Systeme an. Die Auswirkungen des Schweißprozesses selbst sind oft gravierender. Ein Plädoyer für die ganzheitliche Betrachtung.
Der Bedarf an Heizenergie für ein Haus hängt stärker vom passiven Faktor der Wärmedämmung ab als vom aktiven Faktor des Heizungs-Wirkungsgrades. Analog spielen für die Energieeffizienz von thermischen Fügeverfahren die Randbedingungen eine wesentliche Rolle: Intelligente Schweiß- und Lötverfahren haben einen erheblichen Einfluss auf den Einsatz von Energie, Material und Manpower – und zwar dadurch, dass sie die vor- und nachgeschalteten Fertigungsschritte direkt beeinflussen.
Sicher hat die digitale Schweißtechnik bei der Energieeffizienz große Fortschritte gebracht. Im Vergleich zu stufengeschalteten Systemen liegt die Leistungsaufnahme im Standby-Betrieb bei vielleicht 10 %, und im Betrieb überzeugt ein um etwa 15 % höherer Wirkungsgrad. Ausschlaggebend sind jedoch die Gesamtkosten eines Prozesses. Dazu tragen der Aufwand für die Arbeitsvorbereitung inklusive Nahtvorbereitung und das Fixieren der zu verschweißenden Teile bei. Auch das Nachbearbeiten von Schweißfehlern, das Beseitigen von Spritzern und das Richten aufgrund thermischen Verzugs sind als Aufwände einzubeziehen. Diese Neben- und Zusatzarbeiten sind zeit-, material- und energieintensiv. Doch noch weitere Auswirkungen gibt es. Die Schweißtechnik beeinflusst die Gestaltungsmöglichkeiten der Konstrukteure und Fertigungsplaner – und bietet auf dieser Ebene häufig wirtschaftlich interessante Perspektiven. Dazu Beispiele:
Bezogen auf die Kosten einer Roboterschweißzelle stellt die Investition in die Schweißtechnik den deutlich geringeren Teil dar. Doch der Schweißprozess entscheidet maßgeblich über die Gesamtwirtschaftlichkeit der Schweißroboterlinie und damit über den Return on Investment (ROI).
Beim Dünnblechschweißen greifen die Vorteile des nahezu spritzerfreien CMT-Schweißens, wie ihn Fronius mit Hauptsitz in Wels/Österreich anbietet, noch tiefer. In vielen Anwendungen ist Spritzerfreiheit der geschweißten Produkte das ausschlaggebende Kriterium. Zum Beispiel bei Bauteilen in Kühlanlagen, Motorkomponenten oder Ansaugleitungen von Turboladern und Pumpen, aber auch in sicherheitsrelevanten Elektronikschränken für die Telekommunikation. Um solche Risiken auszuschließen, sind Schweißspritzer nach dem Schweißen oder Löten aufwändig mechanisch zu entfernen. Das kostet Zeit, Energie wie auch Material und bindet Manpower.
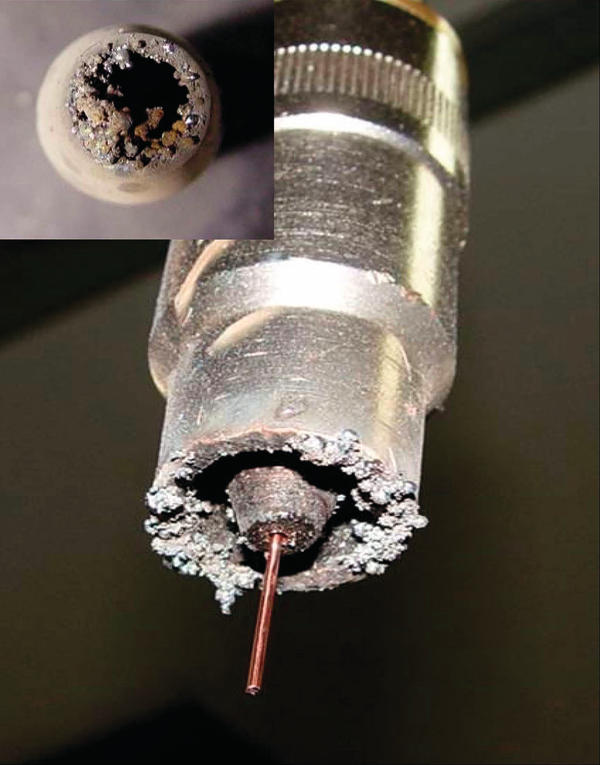
Beim robotergestützten Schweißen mit konventionellen MAG(Metall-Aktivgas)-Schweißsystemen bildet der Tropfenübergang von der Elektrode ins Schweißbad einen kritischen Engpass. Prozessbedingt entstehen dabei in hohem Maße Schweißspritzer, die sich auch an den Schweißdüsen ablagern, besonders beim Arbeiten in Überkopfposition. Das auszuschließen erfordert häufige Produktionsunterbrechungen ausschließlich für das Düsenreinigen. Auch hier setzt Fronius mit seinem CMT-Prozess (Cold Metal Transfer) an. Dr. Ph. D. Yongjoon Cho von der Hyundai & Kia Corporate Production & Development Coordination Divison bescheinigt CMT signifikant weniger Schweißspritzer, einen stabileren Metallübergang und eine deutlich verringerte Neigung der Elektrode zum Ankleben im Vergleich zum konventionellen MAG-Schweißen. Allein dadurch reduziere sich bei dem Automobilhersteller die Ausfallzeit durch Störungen im Schweißprozess um mehr als 60 %, stellt der koreanische Experte fest.
Eines der wichtigsten Leistungskriterien moderner Schweißsysteme ist die Toleranz gegenüber differierenden Spaltmaßen. Je toleranter sie gegenüber unterschiedlichen Spaltmaßen sind, desto geringer ist der Aufwand für die vorgelagerten Fertigungsprozesse. Besonders wichtig ist das in der Automobilindustrie, die immer mehr geschweißte Baugruppen kombiniert und von externen Zulieferbetrieben bezieht, zum Beispiel Tailored Blanks. Und diese werden immer komplexer: Viele aneinandergereihte Stanz-, Press-, Umform- und Schweißfolgen erzeugen Toleranzketten mit einem hohen Aufwand für das Einspannen und Fixieren der Teile bei der Schweißvorbereitung. Eine Lösung bietet der erwähnte CMT-Prozess, der sich gegenüber dem konventionellen MSG-Schweißen durch eine um rund zwei- bis dreifach bessere Spaltüberbrückung auszeichnet. CMT verringert somit den Zeit-, Energie- und Materialaufwand für das Ausbesserungsschweißen erheblich.
Ultrahochfeste Stähle und Aluminiumlegierungen sollen die Fahrzeuggewichte senken. Oft wäre dafür das Punktschweißen das ideale Verfahren, hätte es nicht den hohen Elektrodenverschleiß. Abhilfe schafft hier DeltaSpot, eine von Fronius entwickelte Variante des Punktschweißens mit umlaufendem Prozessband zwischen den Elektroden und den zu fügenden Blechen. Es schützt die Elektroden und sorgt für ein kontinuierliches Punkten in stets gleichbleibender Qualität. Gegenüber dem konventionellen, funkensprühenden Punktschweißen vermeidet der Anwender das kosten- und zeitintensive Nacharbeiten der Bauteile sowie das häufige Reinigen der Schweißzelle. DeltaSpot macht das Punktschweißen wieder zu einer prozessstabilen Verbindungstechnik mit einer gesteigerten Anlagen-Produktivität – und verbessert so die Energie- und Ressourcen-Effizienz.
Gerd Trommer, Hans P. Fritsche Fachjournalisten in Gernsheim
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}