



Aerotech Peissenberg ist Spezialist für Triebwerkskomponenten. Die Bearbeitung der hochwarmfesten Werkstoffe erfolgt unter anderem mit Sonderwerkzeugen der Marke Prototyp. Im Unterschied zu anderen Bereichen der Metallzerspanung sind noch viele HSS-Werkzeuge im Einsatz, aber Hartmetall ist im Kommen.
Die mechanische Bearbeitung von Triebwerksteilen lässt sich mit anderen Zerspanungsbereichen kaum vergleichen. Die schwer zu bearbeitenden Werkstoffe und das umfangreiche Qualitätsmanagement stellen besondere Anforderungen. Während bei Automobilzulieferern oder Zerspanern des allgemeinen Maschinenbaus mit Hilfe neuer Werkzeuge und Bearbeitungsmethoden fortwährend an der Prozessoptimierung gefeilt wird, sind die Herstellprozesse speziell für sensitive Bauteile in der Triebwerksindustrie weitgehend eingefroren. Der Grund sind weitreichende Qualitätsvorschriften und damit letztendlich die Sicherheit. „Bei der Bearbeitung kommt es zu Materialverdichtungen und damit Gefügeveränderungen, es können sich ungewollte Spannungen aufbauen“, erklärt Michael Kirbach, Einkaufsleiter bei Aerotech Peissenberg. „Bei thermisch und mechanisch hoch belasteten Bauteilen gilt es, solche Effekte zu vermeiden. Zumindest dürfen gewisse Grenzwerte nicht überschritten werden.“ Das Werkstück und seine Bearbeitung bedarf daher einer Freigabe durch den Kunden. Um diese zu erlangen, werden die Bauteile, bevor sie in Serie gehen, im Labor gründlich unter die Lupe genommen.
Für die Triebwerksspezialisten bedeutet das, dass Werkzeuge und Schnittwerte, einmal festgelegt, nur mit einem erneuten Zulassungsaufwand verändert werden können. Will man von den definierten Fertigungsvorschriften abweichen, etwa aus Gründen der Produktivität, muss das Freigabeverfahren erneut in Gang gesetzt werden. Da die Lifecycle-Fristen einzelner Triebwerkstypen mitunter recht lang sind – bis zu 40 Jahre – behalten viele Einzelprozesse während dieser Zeit ihre Gültigkeit. Die Auftraggeber gewähren nur ein gewisses Fenster, in dem sich der Zulieferer prozesstechnisch ohne Genehmigung bewegen darf. Bei rotierenden Teilen im Innern des Triebwerks ist dieses Fenster sehr klein, bei stehenden Teilen im Außenbereich, etwa bei Gehäuseteilen, größer. Letzteres trifft auch auf Vorbearbeitungen zu – kritisch wird es immer in der Nähe der Endkontur. Unter diesen Umständen finden technische Neuerungen in der Zerspanung meistens mit etwas Verzögerung Eingang in die Triebwerksindustrie. Allerdings: wenn neue Triebwerksprojekte zur Ausarbeitung kommen, geschieht dies selbstverständlich auf Basis der aktuellsten Bearbeitungstechnologien. Die Fertigungsfachleute haben dann Gelegenheit, sich einzubringen. Ihr Know-how ist schon deshalb gefragt, weil die Bauteile fast immer geringe Wandstärken aufweisen und aufgrund der hohen Schnittkräfte zum Verzug neigen. Oft werden spezielle Vorrichtungen benötigt. „Wir sitzen dann mit den Triebwerkskonstrukteuren an einem Tisch, um gemeinsam fertigungsgerechte Lösungen zu erarbeiten“, berichtet Manfred Zimmer, Fertigungsleiter bei Aerotech.
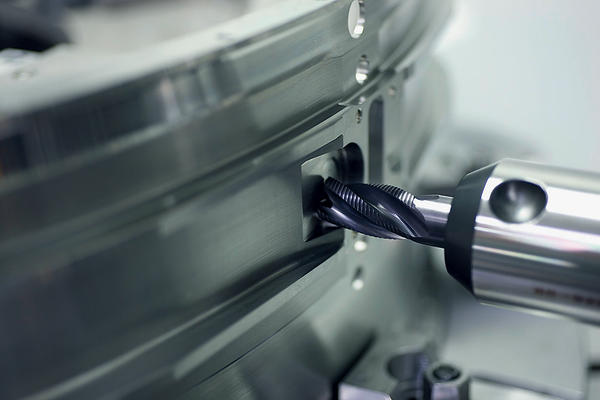
Als Werkstoffe werden hochwarmfeste Chromnickellegierungen, Nickelbasislegierungen und Titanlegierungen verwendet. Wer mit solchen Materialien zu tun hat, braucht einen zuverlässigen Werkzeugpartner. Zu den bereits genannten Prozessbesonderheiten gesellen sich nämlich weitere: „Die in der Flugzeugtechnik verwendeten Werkzeuge sind fast alle Sondertools, die nach Kundenspezifikation hergestellt werden. Sondermerkmale finden sich unter anderem in der Schrupp-Schlichtkordelung bei Schaft-, Walzen- und Walzenstirnfräsern, bei Auskraglängen, Eckenradien, Zähnezahlen und vor allem auch in der Feingeometrie der Schneiden“, erklärt Reinhold Sanhieter, technischer Berater bei der Tübinger Walter AG. Extrem scharfe Schneiden neigen bei Schwingungen schneller zu Ausbrüchen, die Schneidkanten werden aus diesem Grunde im µm-Bereich gezielt abgerundet. Wie stark und in welcher Weise ist werkstoffabhängig – eine Wissenschaft für sich, beruhend auf der Philosophie des Werkzeugherstellers. Auch die Zahngeometrie variiert. Für Inconel werden stabilere Schneiden, folglich kleinere Spanwinkel benötigt als bei Titanlegierungen. Standardwerkzeuge sind deutlich in der Minderzahl und beschränken sich hauptsächlich auf Bohrer und Gewindebohrer.
Zur Vielzahl der Werkzeugvarianten, die sich aus den genannten Gründen zusammenfindet, kommt noch hinzu, dass die Tools nicht bis an ihr Standzeitende, sondern bis zu einer noch zulässigen Verschleißmarke im Einsatz sind. „Wir tauschen Werkzeuge viel früher aus als das in anderen Bereichen der Fall ist“, erklärt Michael Kirbach. „Das hat wieder mit der Kontinuität des Werkstoffgefüges zu tun. Mit dem Verschleiß an der Schneide nehmen auch die unerwünschten Oberflächenverdichtungen zu.“ Der Werkzeugbedarf ist folglich hoch. Da nicht auf Katalogware zurückgegriffen werden kann, muss der Werkzeuglieferant die Verfügbarkeit auf besondere Weise sicherstellen. In Zell am Harmersbach im Schwarzwald, wo die Werkzeuge der Marke Prototyp hergestellt werden, gibt es beispielsweise ein eigenes Lager für Aerotech. Die Bedarfe werden möglichst langfristig geplant. Um Durchlaufzeiten in der Produktion so kurz wie möglich zu halten, ist eine perfekte Logistik notwendig. Diese funktioniert zwischen Aerotech und Prototyp – jenem Unternehmen, das 2007 in der Walter AG aufging – seit den 70er Jahren. Damals war das Peißenberger Unternehmen noch MTU-Standort. Etwa ein Drittel der bei Aerotech verwendeten rotierenden Werkzeuge liefert der Tübinger Werkzeughersteller.
Zwar handelt es sich bei Triebwerksteilen überwiegend um Drehteile, doch der Bedarf an Fräswerkzeugen steigt. Das Verhältnis von Dreh- zu Fräsbearbeitung betrug vor Jahren noch 80:20, heute liegt es bei etwa 70:30. Das liegt sowohl am Trend zu immer komplexeren Drehteilen – bestes Beispiel sind Gehäuseteile mit vielen Taschen und Flanschen – als auch am stetig steigenden Anteil an Aufträgen für stehende Bauteile. Typisch für die klassischen Zerspanungsprozesse in der Luftfahrtindustrie ist die große Zahl an HSS-Werkzeugen. HSS bietet eine gute Resistenz bei Schwingungen. „Hartmetall ist bei uns noch nicht so breit im Einsatz wie in anderen Sparten der Metallzerspanung“, stellt Fertigungsleiter Zimmer fest. Doch die Zahl der Wendeplattenwerkzeuge steigt. Gerade die stehenden Bauteile mit weniger strengen Genehmigungsverfahren bieten mehr Möglichkeiten für Bearbeitungskonzepte mit neuen, bisher nicht verwendeten Werkzeugtypen. Ein Beispiel ist der Xtratec-Eckfräser F4042 von Walter zur Bearbeitung von Flanschen an Gehäusen. Wendeplattenwerkzeuge bieten mehr Flexibilität. Es werden weniger komplette Sondertools, lediglich Sonder-Wendeplatten benötigt.
„Hohe Standzeiten sind uns besonders wichtig“, erklärt Manfred Zimmer, „beim augenblicklichen Stand der Technik sehen wir die Prototyp-Werkzeuge diesbezüglich ganz vorne.“ Das liegt nicht nur an der Qualität, sondern auch an der Software-Unterstützung für Werkzeugauswahl und Technologiedaten, auf die der Anwender zurückgreifen kann. Die Spezialisten in Peißenberg verwenden die Schnittdatenbank CSS (Computer Cutting-data Service) des Werkzeugpartners. Durch Eingabe von Applikation, Werkstoff und Werkzeug ermittelt die Software beispielsweise die passenden Schnittgeschwindigkeiten und Vorschübe – auch für schwer zerspanbare Werkstoffe.
Josef Gießler Manager Forschung und Entwicklung bei Walter (Marken Prototyp und Titex)
KostenEffizienz
Nicht nur schwierig zu bearbeitende Werkstoffe stellen in der Fertigung von Luftfahrtteilen eine Herausforderung dar. Einmal festgelegt, dürfen die Prozesse aus Gründen der Qualitätssicherung nur nach erneuter Zulassung geändert werden. Das allerdings ist mit immensen Kosten verbunden. Umso wichtiger ist es für die Betriebe, gemeinsam mit den Werkzeugherstellern zukunftsweisende Werkzeugkonzepte auszuarbeiten, die auch nach Jahren noch effizient genug sind.
Teilen:








{kind=link}