


Faserlaser verändern die Blechverarbeitung. Die kurze Wellenlänge, die hohe Strahlqualität, der gute Wirkungsgrad, der geringe Platzbedarf und die problemlose Strahlführung: mit dem Faserlaser wird vieles einfacher beim Laserschneiden. Aber noch haben die Anlagen Grenzen.
Der Faserlaser wird in der Materialbearbeitung kommen, darin sind sich die Fachleute einig, und er wird die Blechverarbeitung verändern. Geht es nach Jörg Thieme, Vertriebsleiter der IPG Photonics GmbH in Burbach, hat sich der Markt bereits für die neue Strahlquelle entschieden. Offen bleibt die Frage, in welchen Anwendungen sich der Faserlaser durchsetzen wird und welche Entwicklungen sich damit in der Materialbearbeitung eröffnen. Während die Sache beim Laserschweißen für den Faserlaser entschieden scheint, ist im Laserschneiden noch alles offen. Vom energieeffizienten Einsatz in Universalschneidanlagen bis zum Hochgeschwindigkeitswerkzeug in 2D-, 3D- und im Remote-Schneideinsatz wird alles diskutiert.
Mit rund 40 000 installierten Maschinen weltweit ist das Flachbettlaserschneiden der umsatzträchtigste Markt für Laserschneidmaschinen. Hier entscheidet sich, ob sich die neue Technik auf breiter Front durchsetzen kann. Die dem Faserlaser zugeordneten Attribute wie Energieeffizienz und Produktivität sprechen dafür, die begrenzte Schnittqualität bei Edelstahlblechen über 6 mm dagegen.
Die Vorteile in der Materialbearbeitung mit Faserlaserstrahlen resultieren aus der Wellenlänge des Laserstrahls. Faserlaser gehören wie Scheibenlaser zu einer neuen Generation von Festkörperlasern, die Strahlen mit Wellenlängen im Bereich von 1 µm erzeugen. Diese Strahlen mit einer gegenüber dem CO2-Laser um den Faktor 10 kürzeren Wellenlänge dringen besser in Material ein und sorgen für eine effiziente Absorption der Energie. Zudem ist ihre Qualität mit einem Strahlqualitätsfaktor M2 < 1,1 besser als beim CO2-Laser mit M2 < 1,25 und nahe am theoretischen Optimum von M2 = 1. Damit ist der Strahl enger begrenzt und fokussiert sehr scharf. Es entsteht eine enge Schnittfuge und die Schnittkantenqualität ist zumindest bei Metallen im unteren Dickenbereich besser als beim CO2-Laser. Kommt hinzu, dass die im Faser- oder Scheibenlaser erzeugten Laserstrahlen direkt in Lichtwellenleiter eingekoppelt und darin verlustfrei geleitet werden.
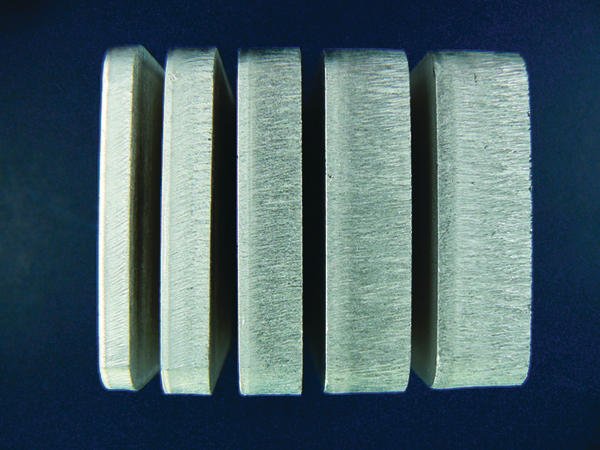
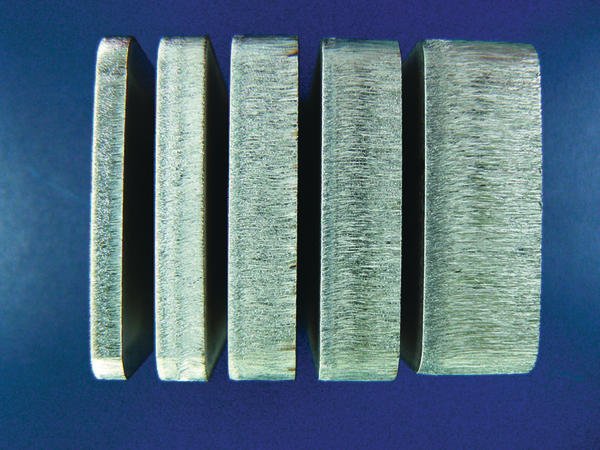
Faserlaser und Scheibenlaser erreichen Steckdosenwirkungsgrade von 25 bis 30 % und sind damit deutlich effizienter als CO2-Laser mit Wirkungsgraden zwischen 5 und 6 %. Der direkte Vorteile für die Materialbearbeitung: Für das Schneiden von Metallen reichen beim Faserlaser Leistungen zwischen 0,5 und 2 kW aus. Damit können Stahlbleche bis etwa 20 mm Dicke geschnitten werden. „Bei Edelstahl über 6 mm nimmt aber die Schnittqualität stark ab,“ sagt Thomas Himmer, Abteilungsleiter beim Fraunhofer IWS in Dresden. „Die Schnittkanten werden dann rauer und haben Grate. Eine Qualität, die Laseranwender nicht mehr akzeptierten.“ Die Hintergründe für diese Qualitätsabnahme sind noch nicht erforscht.“ An der Laserleistung liege es nicht. Es spielen verschiedene Parameter, darunter die Wellenlänge, das Gas und die Optik eine Rolle, so Himmer.
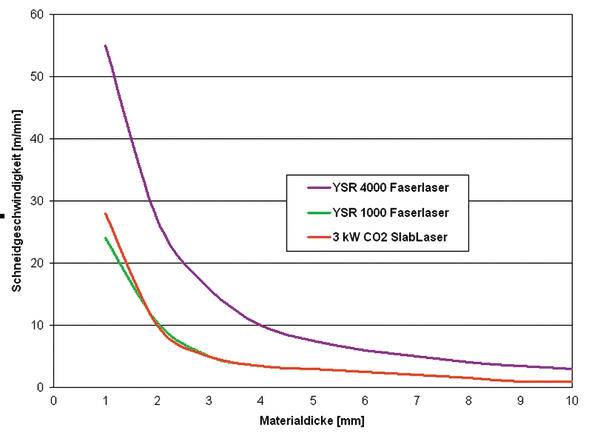
Untersuchungen am Fraunhofer IWS zeigen, dass bei identischer Schneidgeschwindigkeit ein 1,5-kW-Faserlaser dieselbe Schnittqualität wie ein 3-kW-CO2-Laser erreicht. Vice versa lässt sich bei gleichem Leistungseinsatz die Schneidgeschwindigkeiten deutlich steigern. Entwickler von Laserschneidanlagen stehen damit vor dem Dilemma, ihre Maschinen entweder als Energiespar- oder als Hochleistungsanlage im Markt positionieren zu müssen. Denn Vorteile durch geringere Investitionskosten gegenüber CO2-Anlagen sind mit Faserlaserquellen nicht zu erwarten. So sind die Preise je Kilowatt Leistung eines Faserlasers um den Faktor 2 bis 3 höher als beim CO2-Laser, was sich durch die höhere Effizienz des Faserlasers nivelliert. Den eingesparten Kosten beim einfachen Strahlengang einerseits stehen aufwändigere Schutzeinhausungen andererseits gegenüber. Und mittlerweile sind für beide Laserquellen vergleichbare Schneidköpfe im Markt verfügbar. Nutzen ziehen vor allem die Betreiber über die Betriebsjahre aus den Faserlaserquellen: entweder durch einen geringeren Verbrauch an Energie, Gas und Verbrauchsmaterial wie Lampen oder durch die höhere Produktivität. Der mittlere Energieverbrauch einer Faserlaserschneidanlage wird von den verschiedenen Herstellern mit 15 bis 20 kW angegeben. Dazu reduzieren sich die Instandhaltungskosten. Wenn die IPG Photonics GmbH für seine Faserlaser eine Lebensdauer der Pumpdioden von 100 000 h angibt, dann entspricht das einem Dauereinsatz von rund zwölf Jahren im Dreischichtbetrieb. Alle drei Monate Kühlmittel wechseln, mehr nicht. Was nicht für die Optiken gilt, denn die sind beim Faser- und beim CO2-Laser ähnlich belastet. Ein echter Vorteil ist zudem der geringere Platzbedarf der Faserlaseranlagen. Kaum größer als ein Kühlschrank ist das Faserlaseraggregat. Und die Glasfaserkabel für die Strahlleitung werden in üblichen Kabelkanälen verlegt.
In den letzten Jahren werden 2D-Schneidanlagen mit Faserlaserquelle verstärkt im Markt angeboten, und zwar zuerst von Unternehmen, die bisher nicht mit Laserschneidanlagen aufgefallen wären. Nach dem indischen Hersteller Sahajand Laser Technology Limited war es der italienische Maschinenbauer Finsomac srl in Schio, der mit der Baureihe Cy-Laser eine europäische Faserlaserschneidanlage vorgestellt hat. Die wegen ihre Rahmenkonstruktion auffallende Maschine erreicht Geschwindigkeiten bis 160 m/min und Beschleunigung von 1,3 g. Eingesetzt wird sie nach Berichten des Unternehmens überwiegend für Standardanwendungen.
Auf der Euroblech 2008 kamen dann mit Messer Cutting & Welding, Großumstadt und der zu Oerlikon Schweißtechnik in Eisenberg gehörenden Airliquide zwei weitere Anbieter hinzu, die bisher vor allem mit Brenn- oder Plasmaschneidanlagen aufgetreten waren. Sowohl die Fibertome von Airliquide als auch die Fiberblade von Messer sind als Anlagen für Standardanwendungen ausgelegt und mit Faserlasern mit 1,2 oder 2 kW Leistung ausgestattet. Die Dynamik entspricht jener von Plasmaschneidanlagen. Messer hat zudem jüngst eine Multiprozessanlage der Baureihe Multitherm mit einer Faserlaser quelle ausgerüstet und an den Stahlbauer Thyrolf und Uhle in Dessau ausgeliefert. Und eine Internetrecherche liefert weltweit noch weitere Anbieter wie Laserphotonics LLC in USA oder Ruchservomotor in Minsk in Weißrussland.
Mittlerweile haben auch im Laserschneidbereich etablierte Anbieter Faserlaseranlagen auf den Markt gebracht. Salvagnini in Sarego berichtet von guter Nachfrage auf die L1Xe, die mehr auf die Hochleistungsfertigung im Bereich bis 3 mm Edelstahl zielt. Hier wird die Effizienz des Faserlasers in höhere Schneidgeschwindigkeiten umgesetzt. Die BLM Group, Cantù hat eine Laserschneidanlagen sowohl für das Rohr- als auch das Flachschneiden mit Faserlaser vorgestellt, bei deren Einsatz allerdings auf das Schneiden hochreflektierender Materialien wie Kupfer abgehoben wird.
Produktivität steht bei der Trumpf TruLaser 7040 Neu im Vordergrund. Ein 6 KW Scheibenlaser, zwei Schneidköpfe und Geschwindigkeiten bis 304 m/min demonstrieren die Leistungsfähigkeit der neuen Laser. Hier wird das größere Potenzial in der Produktivitätssteigerung gesehen. Diese Stoßrichtung nimmt auch das Forschungsförderungsprogramm LIFT auf. In Untersuchungen zum Remote-Schneiden und anderen hochproduktive Techniken steht die Frage nach Kinematiken im Vordergrund, mit denen sich die theoretisch mit dem Faserlaser erreichbaren Schneidgeschwindigkeiten umsetzen lassen.
Die Entwicklung herkömmlicher Faserlaserschneidanlagen bleibt den industriellen Anbietern überlassen. Dass Rofin Sinar, Hamburg, zukünftig neben IPG Photonics als weiterer Anbieter für 1kW- und 2kW-Faserlaser auftritt, dürfte dem Markt weitere Impulse geben. Mit der Zahl der Anbieter steigt das Interesse. Die nächsten Vorstellungen neuer Faserlaserschneidanlagen werden nicht lange auf sich warten lassen.
Volker Albrecht Fachjournalist in Bamberg
Scheiben- und Faserlaser
Faserlaser und Scheibenlaser sind eine neue Generation von Festkörperlasern. Im Gegensatz zu Gaslasern, wo die Energiezufuhr durch elektrische Entladung erfolgt, wird bei diesen Festkörperlasern die Energie durch Pumpen mit der Laserstrahlung eines Diodenlasers in das aktive Medium gebracht. Damit ist der Aufbau eines Faserlasers sehr viel einfacher. Aktives Element des Faserlasers ist der mit einer seltenen Erde wie Ytterbium dotierte, nur wenige Mikrometer dicke Kern einer Glasfaser. Über eine Koppeloptik wird das Pumplicht am Ende oder am Mantel der typischerweise mehrere Meter langen Glasfaser einpumpt. Resonatoren verstärken die Anregung. Zusätzliche Verstärkungseffekte ergeben sich aus inneren Reflexionen über die Länge der Glasfaser.
Beim Scheibenlaser hat das aktive Medium die Form einer Scheibe. Die Pumpstrahlung wird durch Resonatorspiegel und eine reflektierende Beschichtung mehrfach durch den Laserkristall geleitet.
Die Laserstrahle beider Lasertypen lassen sich über Koppeloptiken in Lichtwellenleiter einbringen und weiterleiten. Beide Laserquellentypen erreichen Steckdosenwirkungsgrade von etwa 25 %. va/hw
Marktchancen
Faser und Scheibenlaser mit Wellenlängen um 1,07 µm bieten energieeffiziente Möglichkeiten der Materialbearbeitung. Auch abseits der Hochgeschwindigkeitslösungen sind Faserlaser beim Flachbettschneiden in Standardanwendungen interessant. Die Anlagen verbrauchen weniger Energie, sind einfach zu bedienen, liefern hohe Qualität, beanspruchen weniger Stellplatz und sind wartungsarm. Mithin, sie bieten alles, was eine Industriemaschine braucht.
Teilen:








{kind=link}