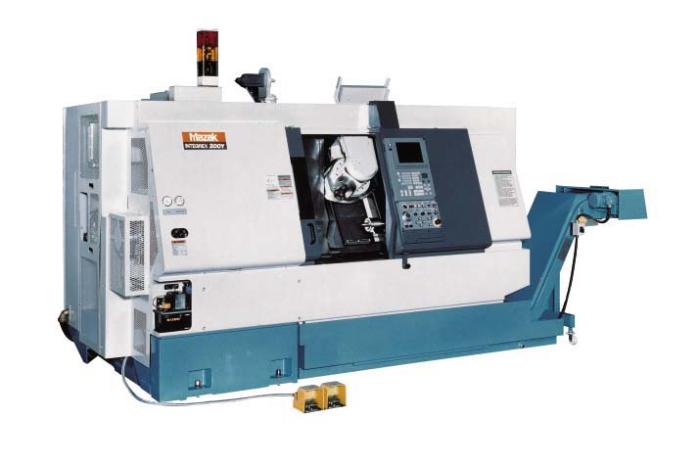






Reduzierte Durchlaufzeiten, hohe Werkstückpräzision, echte 6-Seiten-Bearbeitung, das ermöglicht das Mazak-Zentrum Integrex 200 SY. Komplettbearbeitung ist hier mehr als nur ein Schlagwort.
Von unserem Redaktionsmitglied Werner Götz
Das Dreh-Fräszentrum Integrex 200 SY ist derzeit einer unserer Renner, die Nachfrage danach ist enorm“, verkündet Dr. Ömer S. Ganiyusufoglu stolz. „Sogar Unternehmen, die mit Mazak bisher nichts am Hut hatten, denken nun um.“ Für den Geschäftsführer der Yamazaki Mazak GmbH, Göppingen, liegen die Gründe für den Erfolg des vor etwa zwei Jahren vorgestellten Bearbeitungszentrums klar auf der Hand. Ermöglicht es doch echte Komplettbearbeitung auch bei sehr komplexen Teilen. Und reduziert damit Neben- wie Hauptzeiten spürbar, integriert – wie der Name Integrex schon andeutet – mehrere Maschinen in einer.
Werkstücke lassen sich im Anschluß an die Drehbearbeitung fräsen und bohren, Gewinde auch an schrägen Flächen schneiden, sogar Schleifoperationen, etwa zum Entgraten, sind möglich. Und all das in einer einzigen kompakten Maschine, die nur wenig Stellfläche beansprucht.
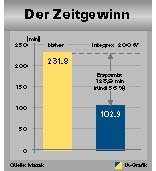
Die Leistungsfähigkeit des Zentrums untermauert Ganiyusufoglu mit einem konkreten Beispiel: So waren für die Fertigung eines Hydrodehnspannfutters (Material 1.4106, Grundhärte HB 2000 N/mm²) bei einem Maschinenbauer bisher sieben unterschiedliche Arbeitsgänge auf verschiedenen Maschinen erforderlich. Ganiyusufoglu: „Das hatte lange Rüstzeiten von insgesamt 170 Minuten zur Folge.“ Hinzu kam eine Bearbeitungszeit von 61,8 min. Neuerdings fertigt der Kunde das Teil auf einer Integrex 200 SY. Alle sieben Bearbeitungsschritte erfolgen jetzt in ein- und derselben Maschine. Die Folge: Reduzierung der Rüstzeiten auf 60 min und der Hauptzeit auf 42,9 min. Die Einsparung beträgt somit runde 129 min, das entspricht 56 %.
„Dabei“, betont der Manager, „handelt es sich nur um ein Beispiel aus einer Reihe vergleichbarer Fälle, die in letzter Zeit allein in Deutschland realisiert wurden.“ Doch wollten die meisten Anwender derartige Produktivitätsfortschritte lieber für sich behalten, etwa um den Wettbewerb nicht zu schlau zu machen. Das gilt auch für den Hersteller des Hydrodehnspannfutters, der seinen Namen lieber nicht an dieser Stelle lesen möchte. Zumal die Reduzierung der Haupt- und Nebenzeiten nicht die einzigen Einsparungen sind, die den Kunden erfreuen:
Mazak setzt auf bewährte Kugelrollspindeln
So entfällt die Kapitalbindung durch Liegezeiten. Halbfertigteile sind nicht mehr zwischenzulagern. Betrug die Durchlaufzeit für das Hydrodehnspannfutter früher drei bis vier Wochen, liegt sie heute gerade mal bei der Losbearbeitungszeit.
Darüber hinaus verringerten sich die Organisationskosten durch die Reduzierung der Fertigungsschritte.
Außerdem kann ein einzelner Mitarbeiter durch die lange Ablaufzeit neben der Integrex 200 SY weitere Maschinen bedienen.
„Summa summarum lassen sich Gesamtfertigungszeiten, Ausrüstungs- und Personalkosten sowie Platzbedarf durch Einsatz der Integrex 200 SY deutlich reduzieren“, betont Ganiyusufoglu, der bei Prof. Spur in Berlin auf dem Gebiet Werkzeugmaschinen promoviert hat.
Entwickelt wurde das Dreh-Fräszentrum nach den Erfordernissen des Marktes. „Dabei ist Mazak in der glücklichen Lage, selbst sein größter Kunde zu sein“, schildert Ganiyusufoglu. „Deshalb wissen wir nicht nur aus Marktbefragungen und -analysen ganz genau, welche Probleme den Spaner quälen.“ Wobei die Idee, Drehen und Fräsen in einer Maschine zu integrieren, wahrlich nichts Neues und Mazak-eigenes sei. Im Laufe der Zeit hat die Werkzeugmaschinenbranche dieses Konzept jedoch immer weiter perfektioniert, die Steuerungstechnik ist leistungsfähiger geworden wie auch die eingesetzten Werkstoffe, und ein Ergebnis aus „Evolution“ und „Ingenieurskunst“ ist die Integrex 200 SY. „Manche sind eben etwas weiter, als andere“, bemerkt der Manager.
Die „enorme Vielseitigkeit“ der Maschine beruhe dabei auf vielen Faktoren: Dazu zählt Ganiyusufoglu zufolge etwa die Ausstattung mit Spindel und Gegenspindel. Letztere ist zum Fräsen, Bohren und Gewindebohren an Werkstückplanflächen und -durchmessern in 5°-Schritten zu schalten. Die Ausrichtung beider Spindeln ermöglicht die automatische Übergabe sechseckiger und unregelmäßig geformter Werkstücke von der ersten zur zweiten Spindel. Ganiyusufoglu: „Dabei übertrifft die Leistung des in der zweiten Spindel integrierten Spindelmotors mit 7,5 kW die einer herkömmlichen Drehmaschine mit Zusatzspindel bei weitem.“ Und schnell hochfahren lassen sich beide Spindeln auch: Gerade einmal 2,5 s brauchen sie von 0 auf 5000 min-1. Gefräst werden kann sowohl an der ersten als auch an der zweiten Spindel.
„Generell setzen wir bei Mazak auf Kugelrollspindeln“, betont der Geschäftsführer. Zum einen, weil die Japaner bei Kugelrollspindeln eine sehr große Erfahrung haben, sie als Kernkomponente auch selbst fertigen – im Gegensatz zu den meisten Wettbewerbern, die sie einkaufen. Zudem setzt der Maschinenbauer darauf, daß die hohen Anforderungen mit einer bewährten Technologie derzeit am besten zu erfüllen sind. Zum anderen aber, weil alternative Linearantriebe laut Ganiyusufoglu erst dann Sinn machen, wenn längere Wege zurückzulegen sind. Bei der kompakten Maschine seien die Wege jedoch so kurz, daß ein Linearantrieb diese Vorteile gar nicht ausspielen könne. Außerdem sei in den letzten Jahren die Entwicklung bei den Kugelrollspindeln, was Präzision und Schnelligkeit angeht, nicht stehen geblieben – auch wegen des Druckes durch die Entwicklungen in der Lineartechnologie. Was jedoch nicht heiße, daß Linearmotoren für Mazak kein Thema seien. Doch dazu hüllt sich Ganiyusufoglu noch in Schweigen.
Was den Verarbeiter an der Integrex jedoch interessiert, sind nicht künftige Entwicklungen, sondern harte Fakten für eine wirtschaftliche Produktion. Dazu zählt eine Werkzeugwechselzeit von nur 1,3 s. Standardmäßig mit einem Trommelmagazin für die Aufnahme von 20 Werkzeugen ausgerüstet, läßt sich das Zentrum mit feststehenden oder angetriebenen Werkzeugen bestücken. Alternativ bieten die Maschinenbauer Kettenmagazine mit 40 oder 80 Plätzen an.
Fakt sei auch ein relativ einfaches Bearbeiten komplizierter Konturen und Formen. „Möglich machen das die Y- und B-Achse“, betont der Mazak-Manager. Die Konstruktion der Y-Achse ist für Ganiyusufoglu ein Highlight der Maschine. „Sie ist so ausgelegt, daß der Hauptanteil der Schnittkraft nicht allein auf die Führung der Y-Achse wirkt, sondern sich vielmehr auf zwei Achsen verteilt. Die Folge ist eine hohe Steifigkeit während der Bearbeitung.“ Standardmäßig beträgt der Verfahrweg ± 70 mm. „Das ermöglicht seither als schwierig angesehene außermittige Arbeiten, wie die Fertigbearbeitung einer Keilnut oder das Bohren von außermittigen Löchern.“ Die optional erhältliche B-Achse erlaubt zudem das Bearbeiten von schrägen Flächen und Bohrungen. Dabei kann die Frässpindel im Revolver in 0,001° Inkrementen bis zu 225 ° schwenken.
Als Steuerung für die Integrex-Maschine setzt Mazak eine spezielle Version der Mazatrol Fusion 640 ein, den Typ MT. Er ermöglicht, Fräsoperationen im Dialog einzugeben, „genauso, als ob man ein Bearbeitungszentrum programmiert“, betont Dr. Ganiyusufoglu. Die letztes Jahr auf der IMTS in Chicago vorgestellte Steuerung kann Vorschläge unterbreiten, Berichte erstellen und ist lernfähig. „Zudem bietet sie multimediale Funktionen, die das Bedienen und Programmieren erleichtern – gibt zum Beispiel Empfehlungen bezüglich der Werkzeugauswahl, errechnet die Spindelmotorbelastung und verbessert selbständig die Schnittdaten – falls gewünscht“, erläutert der 45jährige. Dazu integriert ist eine Vorschlagsliste für Werkzeuge, die on- oder off-line zu aktualisieren ist. Dadurch ist die Datenbasis immer aktuell. Auch eigene Werkzeugdaten lassen sich einbinden.
Eines der Highlights der Steuerung ist jedoch die von Mazak als Bearbeitungs-Navigation bezeichnete Funktion. Zusammen mit dem Anwender optimiert sie den Fertigungsprozeß. Ist ein Programm erstellt, zeigt die Voraussage-Funktion zum Beispiel die Eingriffzeit der einzelnen Werkzeuge an. „In einer Graphik ist die längste Bearbeitungszeit schnell zu erkennen“, hebt der Manager hervor. „Durch geringe Modifikationen lassen sich dann oftmals kürzere Zykluszeiten realisieren.“
Darüber hinaus sorgt die Mazatrol Fusion 640 für Transparenz im Betrieb. Während der Bearbeitung zeigt der Bildschirm die Schnittbedingungen wie Spindeldrehzahl, Achs- und Spindelbelastung in Echtzeit graphisch an. Die Überwachung erfolgt direkt an der Maschine, via Netzwerk aber auch von jedem anderen PC aus. Abrufen kann ein Mitarbeiter auch den Bearbeitungsstatus bezogen auf ein Werkstück und eine präzise Simulation der bearbeiteten Kontur. Dazu gehören etwa Fräsoperationen, die der Bediener nicht sehen kann
Der Anwender muß in Durchlaufzeiten denken
Für den Anwender interessant ist außerdem, daß die Integrex 200 SY nur ein Modell einer ganzen Baureihe ist. So hat Mazak mit der 200 Y eine Maschine ohne Gegenspindel im Lieferprogramm. Eine Antriebsleistung bei der Frässpindel von 15 kW und 30 kW bei der Hauptspindel bieten die größeren Modelle 400 Y und 400 SY. Ganz neu auf den Markt kommen zudem die Modelle 300Y und 300 SY sowie ab Ende des Jahres der kleinere Typ 100 Y. Abgerundet wird das Programm durch die bereits erhältlichen kleineren Typen 50 Y und 70 Y, die sich jedoch konstruktiv unterscheiden.
„Die Integrex 200 SY ist sicher kein Modell für die Großserienfertigung, wo es auf die letzte Zehntelsekunde ankommt“, definiert Ganiyusufoglu das Einsatzspektrum. Bei ihr müsse in Durchlaufzeiten und kleineren Stückzahlen gedacht werden. „Geht es darum, mehrere Arbeitsgänge zu integrieren und Durchlaufzeiten zu reduzieren, ist das Dreh-Fräszentrum erste Wahl“, ist Ganiyusufoglu überzeugt.
Teilen:








{kind=link}