



Mit dem gleichen Drehzentrentyp produziert ZF in Passau Getriebeteile in kleinen und großen Serien. Der modulare Aufbau der Maschinen und unterschiedliche Automationslösungen machen es möglich.
Im Gänsemarsch ziehen Getriebewellen vorüber. Hunderte so genannter Sonnenwellen in unterschiedlichen Fertigungsstufen liegen auf dem Transportband. Rohteile wechseln sich mit teilbearbeiteten und fertigen Wellen ab. „Wir haben hier kein Zwischenlager, deshalb nutzen wir das Band auch als Puffer“, sagt Günter Fittigauer, Leiter Auslegung/Planung und Wellenfertigung bei der ZF Achsgetriebe GmbH in Passau. Das Transportband verbindet bis zu 34 Bearbeitungsstationen, darunter horizontale und vertikale Drehzentren, Anlagen zum chemischen Entgraten und Härtestationen. Produziert werden hier Teile für Pkw-Automatikgetriebe in Millionen-Stückzahlen. „Die vier Mitarbeiter, die pro Schicht am Band arbeiten, kümmern sich ausschließlich um die Prozessregelung und -steuerung. Dazu gehört auch, verschlissene Werkzeuge auszutauchen. Der Rest läuft vollautomatisch.“
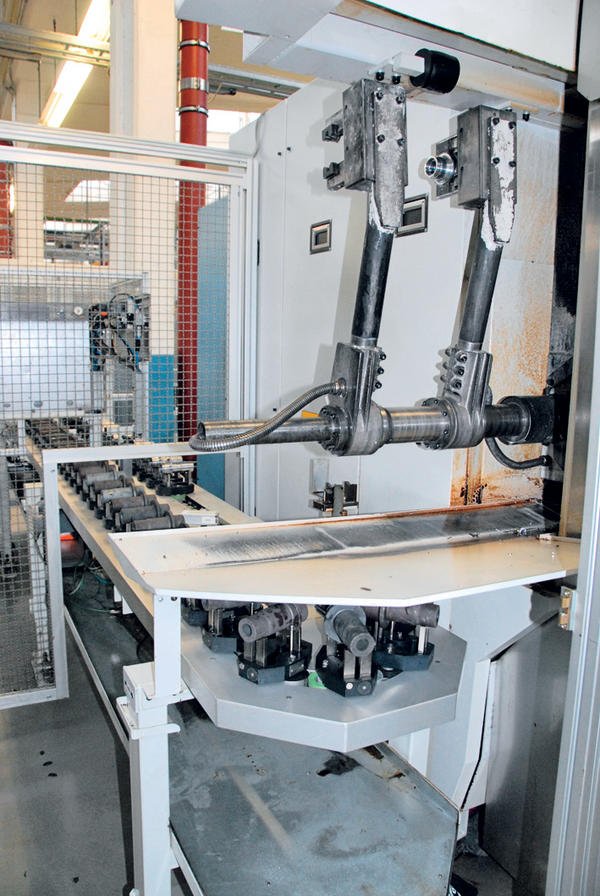
Neben vertikalen und horizontalen Pick-up-Drehmaschinen von Emag und Weisser sind in die Anlage mehrere horizontale Drehzentren der Göppinger Boehringer Werkzeugmaschinen GmbH eingebunden. Die Maschinen des Typs NG 200 haben eine integrierte Automation. Ausfahrbare Greifarme nehmen die Teile vom Transportband auf, bestücken Haupt- und Gegenspindel und legen sie nach dem Bearbeiten wieder auf dem Band ab. Über codierte Speicherchips an den Transportaufnahmen erkennt das System den Fertigungszustand des jeweiligen Teils.
Je nach Bearbeitungsaufgabe sind die Drehzentren verschieden ausgestattet. Maschinen, bei denen Haupt- und Gegenspindel unterschiedliche Arbeiten erledigen, sind nicht weniger komplex als Stationen, die als Zweispindler ausgelegt sind und die gleichen Bearbeitungen an zwei Werkstücken parallel durchführen können.
„Zu unseren Anforderungen gehörte nicht nur, dass die Anlagen Teile bis DIN-Qualität 6 liefern, sondern auch dass die Wellen fertigbearbeitet werden können. Der Knackpunkt war, dass wir in zwei Aufspannungen fertigen und die Bearbeitungen räumlich korrekt zueinander liegen müssen“, erläutert Fittigauer. Außerdem gab der Bandtakt die maximalen Bearbeitungszeiten vor. Die NG-Baureihe bot die gewünschten Möglichkeiten. „Unser Baukastensystem erlaubt es, sowohl die Maschine als auch die Automation gezielt auf die Bedürfnisse des Kunden abzustimmen“, sagt Egbert Olszak, Sales Manager Drehlösungen beim zur amerikanischen MAG-Gruppe gehörenden Drehmaschinenhersteller Boehringer. Je nach Bedarf und Ausstattung eignen sich NG-Zentren fürs Weich- und Hartdrehen, fürs drallfrei Drehen und Superfinishen, fürs Bohren, Fräsen oder Zentrieren. Sie arbeiten nass, trocken oder mit minimalem Kühlschnierstoffeinsatz.
Die integrierte Automationseinrichtung be- und entlädt die Maschine innerhalb von etwa 8 s. Der zusätzliche Platzbedarf dafür ist gering. Das gesamte System wird als Kranhakenanlage geliefert und lässt sich schnell aufstellen und inbetriebnehmen. Zu den Vorteilen gegenüber Portalladern gehören:
- das geringere Investitionsvolumen,
- der geringere Platzbedarf in der Höhe,
- die kürzeren Be- und Entladezeiten,
- der Entfall einer zusätzlichen Ladeluke und
- die kürzeren Aufstell- und Inbetriebnahmezeit beim Kunden.
Weil es sich um ein separates, in die Maschine integriertes Ladesystem handelt, bietet diese Lösung im Vergleich zu Wellen-Pick-up-Maschinen laut Verkaufs- und Beratungsingenieur Olszak nicht nur kürzere Ladezeiten, sondern auch eine höhere Flexibilität. Die integrierte Automation eignet sich für Wellenteile, die bis 800 mm lang und 7 kg schwer sind. Für größere und schwerere Wellenteile bietet sich die Portalbeladung an. Sie erlaubt auch das Verketten mehrerer Maschinen ohne zusätzliches Transportband.
Ein weiterer ZF-Unternehmensbereich, die ZF Passau GmbH, produziert am anderen Ende derselben Halle Teile für Baumaschinen- und Nutzfahrzeuggetriebe. Die sind nicht nur erheblich größer und schwerer, sie werden auch in deutlich kleineren Losen gefertigt. Nach 100 bis 180 Werkstücken wird auf ein anderes Teil der rund 30 Varianten umfassenden Familie umgestellt. Zwei NG 200-Drehzentren sind in diesem Bereich über jeweils ein Portal mit einem Bearbeitungszentrum des Typs nbh95 von Hüller Hille zu einer Fertigungszelle verbunden. Wo früher für jede Maschine ein Mitarbeiter erforderlich war, bedient heute ein Facharbeiter die ganze Zelle. Zudem sei die Bearbeitung – verglichen mit manuellen Systemen – vom Roh- bis zum Fertigteil um bis zu 30 % schneller, sagt Johann Weidinger. Der Techniker ist als Prozessplaner unter anderem fürs Programmieren der Drehzentren verantwortlich. Ein mannloser Betrieb ist hier nicht möglich. Zu groß ist das Teilespektrum, zu häufig sind die Werkstückwechsel. „Hier vergehen keine fünf Minuten, in denen der Anlagenbediener nichts zu tun hätte“, sagt Weidinger. Allein die Wendeschneidplatten müssen – je nach Bearbeitung – alle 15 bis 45 min gewechselt werden. Rationalisierungseffekte sind denn auch nicht der einzige Grund für die Automatisierung. Ein wesentliches Argument fürs maschinelle Handhaben der schweren Teile – sie wiegen bis zu 18 kg – sei die Entlastung der Mitarbeiter gewesen, erzählt Weidinger. Krankheitsbedingte Ausfälle seien seither spürbar seltener geworden.
Wegen des zunehmenden Kostendrucks steigt die Bereitschaft, in Automationsysteme zu investieren, auch bei Lohnfertigern, sagt Egbert Olszak von Boehringer. Allerdings bedinge die steigende Variantenvielfalt flexible Lösungen. Günter Fittigauer ergänzt, dass auch in der Großserie der Trend zum einfacheren Umrüsten gehe, weil die Anlagenverfügbarkeit weiter steigen müsse. Einig sind sich die beiden Experten, dass die wirtschaftlichste Lösung nur durch eine intensive Zusammenarbeit zwischen Maschinen-, Automations- und Werkzeuganbeiter sowie dem Anwender zu finden ist.
Haider Willrett haider.willrett@konradin.de
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}