
Beim Filterhersteller Boll & Kirch erfassen Messtaster vor dem Bearbeiten die genaue Aufspannlage der Werkstücke. Mit den Messdaten werden die NC-Programme optimiert und dadurch die Produktqualität verbessert.
Mit seinen 350 Mitarbeitern entwickelt und fertigt die Boll & Kirch Filterbau GmbH aus Kerpen Filter für unterschiedliche Medien wie Kühlschmierstoffe, Öle, Wasser oder Gase. Die Produkte kommen unter anderem bei der Energieerzeugung oder in der Gebäudeausrüstung zum Einsatz. In unterschiedlichen Baugrößen und Ausführungen bewältigen die Filter Durchflussmengen bis zu mehreren 1000 m³/h. Die Produkte bestehen im wesentlichen aus einem stabilen Guss- oder Stahlgehäuse mit Flanschen für die Zu- und Abflussrohre.
Vor der Montage müssen die Gehäuse mit Anschraubflächen, Bohrungen und Gewinden versehen werden. In Kerpen werden die Werkstücke in chaotischer Folge als Einzelstücke oder in kleinen Serien bearbeitet. Da die Guss-Stücke in der Geometrie technisch bedingt um einige mm variieren, mussten sie in der Vergangenheit mit hohem Zeit- und Arbeitsaufwand aufgespannt werden. Diese Lösung war teuer und unwirtschaftlich. Inzwischen haben die Kerpener ein besseres Konzept realisiert.
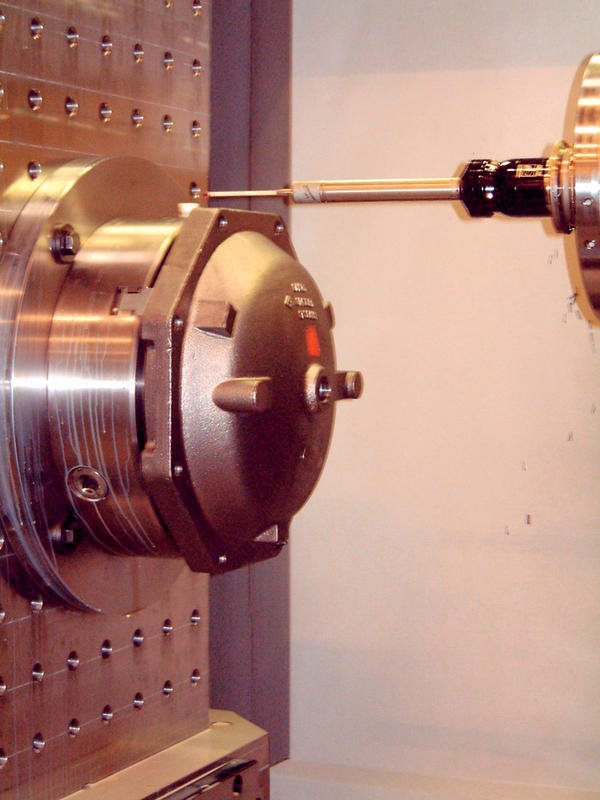
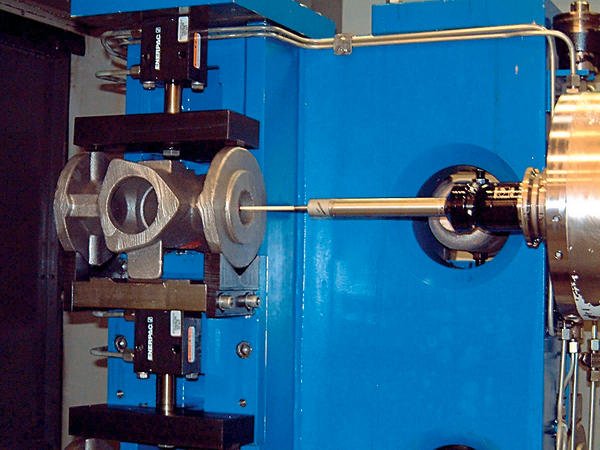
Mit Messtastern der Renishaw GmbH aus Pliezhausen wird die Aufspannlage der Werkstücke vor dem Bearbeiten genau geprüft. Im Einsatz sind die Modelle MP10 und MP16, die mit dem Tastereinsatz LP2 ausgestattet sind. Um auch im Inneren der Guss-Stücke messen zu können, werden Tastspitzen-Verlängerungen verwendet. Das Bearbeitungszentrum wechselt die Messtaster automatisch in die Arbeitsspindel. Um die Lage im Raum und auch die Winkellage zu erfassen, werden mehrere Positionen angetastet. Dabei überträgt der Taster die Messdaten an die NC-Steuerung auf optischem Weg. Alternativ ist mit anderen Tastern und Empfängern auch eine Funkübertragung möglich.
Aus den Messdaten leitet die NC-Steuerung Korrekturen für die Koordinaten-Nullpunkte der NC-Programme ab. Die Korrekturen werden dabei als Parameter übergeben. Bei Gehäusen oder Deckeln mit gegossenen Augen für Bohrungen und Gewinde ist die Winkellage entscheidend. Durch die Korrektur der NC-Programme werden die Bohrungen und Gewinde stets mittig zu den Augen eingebracht. Auch Gussgehäuse für Einfachfilter, die keine Bezugskanten auf der Spannvorrichtung haben, lassen sich nur mit dieser Vorgehensweise hinreichend genau bearbeiten.
Dises so genannte Pre-Process-Messen, also das Messen vor der Bearbeitung, verkürzt die Aufspannzeiten erheblich. „Unsere Durchlaufzeiten haben sich um bis zu 20 Prozent reduziert“, versichert Georg Heiß, Leiter der Unit 2 und verantwortlich für die mechanische Fertigung bei Boll & Kirch. „Die Gussteile werden auf den Spannvorrichtungen mittlerweile nur noch grob mit Lineal oder Anschlagstiften ausgerichtet“. So schafft es der Maschinenbediener bequem, ausreichend Paletten für einen kontinuierlichen Fertigungsablauf abzuarbeiten – selbst bei einer Mehrfachaufspannung von 6 bis 12 Gussteilen auf einem Spannblock.
Darüber hinaus erhöht das Pre-Process-Messen die Qualität der gefertigten Werkstücke. „Anschraubflächen, die nicht rechtwinklig zu den Längsachsen gefräst sind, gibt es nicht mehr“, versichert Heiß. Ebenso befinden sich Bohrungen und Gewinde immer mittig zu den vorgesehenen Augen im Guss-Stück. Ausschuss durch „Luftbohren oder Luftfräsen“ wegen falsch aufgespannter Werkstücke entfällt völlig.
Durch das automatische Erfassen der räumlichen Lage der aufgespannten Gussteile konnten die Kerpener die Fertigung wesentlich verbessern. Bisher war ein separater Arbeitsgang notwendig, um die Gussgehäuse zu entgraten oder mit umlaufenden Phasen zu versehen. Dies geschah in der Vergangenheit teilweise noch manuell. Inzwischen führen diesen Arbeitsgang ebenfalls die Bearbeitungszentren durch. Mit Hilfe der Messtaster und der Nullpunktkorrektur im NC-Programm kann ein Entgratstift hinreichend genau entlang der Konturen der Gussteile fahren. Auf diese Weise verlassen komplett bearbeitete und in der Regel montagefertige Werkstücke die Bearbeitungszentren. Das verkürzt nicht nur die Durchlaufzeiten. Auch der Transport und das Zwischenlagern von teilweise bearbeiteten Gussteilen entfällt.
Inzwischen sind in Kerpen drei Bearbeitungszentren von Mazak mit Messtastern von Renishaw ausgestattet. Das neue Fertigungskonzept mit integriertem Messen vor dem Bearbeiten trägt entscheidend zu einer wirtschaftlicheren Produktion bei. So kann der Filterhersteller auch künftig seine Gehäuse und andere Filterkomponenten in Deutschland fertigen.
Konrad Mücke Fachjournalist in Schluchsee
Teilen:








{kind=link}