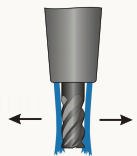
Bei Werkzeugaufnahmen mit dem Cool-Jet-System fliegt der Kühlschmierstoff-Strahl nicht mehr aus der Kurve. Sie haben zwei symmetrisch angeordnete, allerdings unter einem bestimmten Winkel eingebrachte 2- bis 3-mm-Bohrungen, durch die der Kühlschmierstoff zum Werkzeug geleitet wird. Dieser Winkel berücksichtigt die bei der Bearbeitung auftretenden Fliehkräfte und führt das Schmiermittel direkt zur Werkzeugspitze. Auch im Stillstand bietet dies Vorteile. So trifft der Strahl etwa in der Mitte des Werkzeugs auf und spült es mit bis zu 40 bar frei von Spänen. Die Bohrungen lassen sich auch nachträglich in alle Futter einbringen – und zwar unabhängig davon, ob es sich um SK-, HSK-, Weldon-, Whistle-Notch-Futter oder die HG-Spannzangen des Cool-Jet-Anbieters handelt.
Haimer, Igenhausen, Tel. (08257) 9988-0
Teilen:








{kind=link}