

Immer öfter binden die Zulieferer von Automobilherstellern ihre Zulieferer frühzeitig in neue Entwicklungen ein. Das Ergebnis: Optimale Abläufe und Prozesse in der späteren Serienfertigung und damit geringere Produktionskosten.
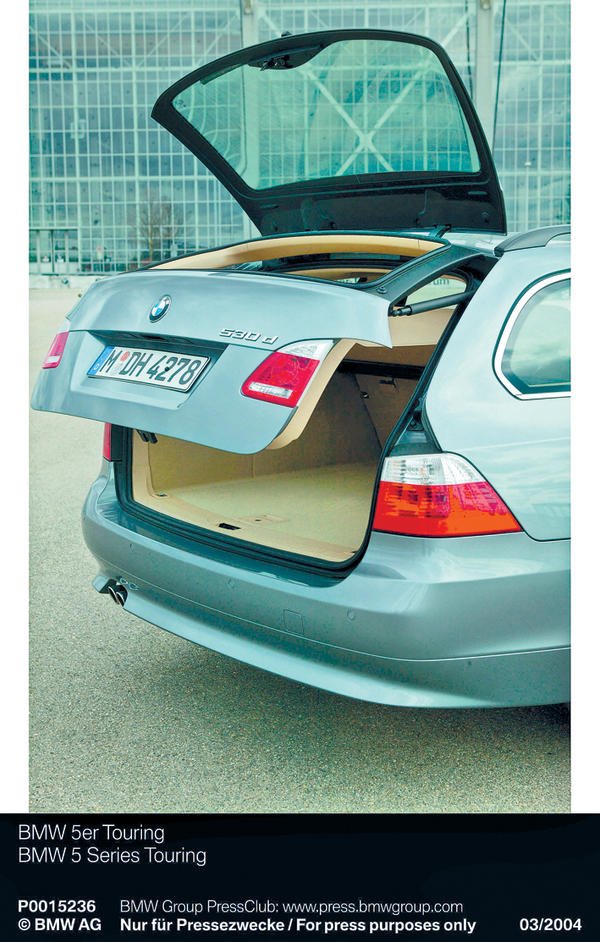
„Die Techniker und Ingenieure von BBG helfen uns, schnell Lösungen zu finden, die sich dann auch später in der Serienproduktion als sinnvoll und effizient erweisen“, sagt Franz Geigeritsch. Der Key Account Manager bei der Saint-Gobain Sekurit Deutschland GmbH & Co. KG (SGS) in Herzogenrath liefert damit beispielhaft die Begründung für einen Trend: Bei der Planung und Entwicklung neuer Fahrzeugmodelle werden zunehmend auch die Zulieferer der Zulieferer – etwa der Werkzeug- und Formenbau – frühzeitig eingebunden. So geht auch die Zusammenarbeit zwischen dem Autoglashersteller SGS und dem Mindelheimer Anlagen- und Werkzeugbauer BBG GmbH & Co. KG weit über eine reine Kunden-Lieferanten-Beziehung hinaus. SGS bindet seinen Zulieferer regelmäßig in Entwicklungsprojekte für Automobilhersteller ein. So auch bei der Heckscheibenklappe für den aktuellen BMW 5er Touring, die sich gesondert öffnen lässt, wenn beispielsweise in einer engen Parklücke nicht genügend Platz ist, um die ganze Heckklappe zu öffnen.
BBG liefert seit 1996 weltweit Werkzeuge, Formenträgersysteme und ganze Produktionslinien für das Umschäumen von Autogläsern mit Polyurethan (PUR). Geschäftsführer Hans Brandner nennt als Beispiel die anspruchsvollen beweglichen Heckscheibenklappen für den Porsche Cayenne und den Landrover.
Während Windschutzscheiben normalerweise kaum über Zusatzfunktionen verfügen, war bei der Heckscheibenklappe des 5er Touring – neben dem Einpassen des Bauteils – die Integration zahlreicher Schnittstellen eine große Herausforderung. „Nahezu ein Dutzend verschiedener Anbieter waren während des Konstruktionsprozesses zu integrieren und abzustimmen“, beschreibt Brandner die Arbeitssituation. Neben Scharnieren und dem Schloss, waren der Heckspoiler, die Dichtungen, eine Box für den Elektronikbereich – mit Scheibenwischer, Fensterheizung, drittem Bremslicht und Antenne – sowie die Kabelbaumführung zu berücksichtigen. „Nur durch den ständigen Austausch konnten wir gewährleisten, dass das Bauteil am Ende effizient zu produzieren war und den Vorgaben von BMW entsprach.“ Die technische Probleme zählen laut Brandner bei solchen Projekten jedoch nicht zu den kniffligsten Aufgaben: „Die wirkliche Herausforderung liegt darin, die knapp kalkulierten Produktionskosten einzuhalten und wenn möglich sogar zu unterbieten.“
Zu Beginn der gut zweijährigen Entwicklungszeit konstruierten die Ingenieure verschiedene 3D-CAD-Modelle, nach denen die Modellbauer anschließend die ersten Muster-Heckscheibenklappen formten, mit denen BMW seine Experimentierfahrzeuge ausstattete. Nach der Freigabe durch den Auftraggeber fertigte BBG die Werkzeuge fürs Schäumen der Prototyp-Bauteile. Anschließend folgten verschiedene Tests hinsichtlich des Zusammenwirkens der unterschiedlichen Materialien, der Alterung und der Dichtigkeit. Nachdem sämtliche Prüfungen bestanden und alle Muster und Prototypen abgestimmt waren, begann BBG mit der Fertigung der Produktionslinie für das SGS-Werk im polnischen Dabrowa Górnica. Ehe das Formenträgersystem des Typs BFT-G 17×13 mit dem dazu gehörenden Serienschäumwerkzeug rund neun Monate später ausliefert wurde, erhielten die SGS-Mitarbeiter in Mindelheim eine Schulung an der zum Test aufgebauten Anlagen. Dort fertigten sie auch die ersten 200 Vorserienteile.
„Die konsequente Einbeziehung der Techniker und Ingenieure von Anlagen- und Werkzeugbauern in die Konstruktion von Bauteilen fördert oft ein ungeahntes Einsparpotenzial zu Tage“, wirbt Hans Brandner für eine generell frühzeitige Zusammenarbeit. Mit ihrem Know-how unterstützen die Spezialisten bereits in diesem frühen Stadium, prüfen beispielsweise die Tauglichkeit von Einlegeteilen im späteren Produktionsprozess oder zeigen auf, wie durch Modifikationen an einem bereits vorhandenen Formenträger mit diesem verschiedene Bauteile herstellen lassen und so auf eine neue Maschine verzichtet werden kann.
Wichtig ist dabei, die Stillstandszeiten der Anlage beim Austausch der Werkzeuge zu minimieren. Der aufwändige Werkzeugwechsel steht dem oft entgegen: Erst muss das Werkzeug an den Aufspannplatten oben und unten gelöst werden, dann sind die Medienleitungen drucklos zu machen und abzuschrauben. Nun erst kann ein Gabelstapler das alte Werkzeug aus dem Formenträger entnehmen. Das neue Werkzeug muss dann auf der unteren Formaufspannplatte genau positioniert und verschraubt und die Medienleitungen müssen angeschlossen werden. „Ein herkömmlicher Werkzeugwechsel dauert durchaus 90 Minuten und beschäftigt zwei Mitarbeiter“, beschreibt Brandner den Aufwand. „Mit unserem Schnellwechselsystem schafft das ein Mitarbeiter in wenigen Minuten.“ Für die Zufuhr von Energie und Medien setzen die Mindelheimer Schnellkupplungen und für Mischköpfe ein eigens entwickeltes Schellspannsystem ein. Die Werkzeuge werden mit magnetischen Spannplatten fixiert, die einfach bedienbar und sicher in der Handhabung sind.
Ergänzend dazu sollte der Kunde auf eine leicht zu programmierende Steuerung achten, wie die seit kurzem für die Formenträgersysteme der Allgäuer erhältliche Easy Control. Zeitaufwändiges und teures Umprogrammieren gehört damit der Vergangenheit an. „Die Ersparnis für den Anwender ist enorm“, sagt Erich Röll, verantwortlicher Techniker für Automatisierung bei BBG. „Bisher dauerte das Umprogrammieren der Steuerung leicht 30 Stunden und konnte nur von Mitarbeitern mit SPS-Kenntnissen vorgenommen werden. Im Vergleich dazu ist mit der Easy Contol die gleiche Arbeit unternehmensintern in drei Stunden zu schaffen.“ Der Grund: Das bei einer speicherprogrammierbaren Steuerung (SPS) notwendige neue Programmieren ganzer Befehlszeilen mit einer kompletten Syntax entfällt. Bei der Easy Control sind diese Befehlszeilen bereits im Programm enthalten und müssen nur noch durch den entsprechenden Tastendruck aktiviert oder deaktiviert werden. Die bereits vorbereiteten Befehle umfassen alle den Formenträger betreffenden Funktionen.
Martina Barton Mitglied der Geschäftsleitung von BBG
Teilen:








{kind=link}