


Seit knapp zwei Jahren werden bei Liebherr in Bischofshofen die Komponenten der Radlader mit einem Robotersystem von igm geschweißt. Die Investition hat sich gelohnt. Im Vergleich zum früheren Handschweißen spart der Baumaschinenhersteller im Dreischichtbetrieb bis zu 60 Prozent Zeit.
Der Liebherr Konzern produziert unter anderem Kräne, Muldenkipper und Bagger. Das Werk im österreichischen Bischofshofen ist mit seinen 820 Mitarbeitern auf die Herstellung von Radladern spezialisiert. Diese Giganten haben ein Gewicht bis zu 33 t und bewegen mit einer Schaufelladung rund 20 t. Die geschweißten Komponenten der Radlader wiegen bis zu 3,6 t.
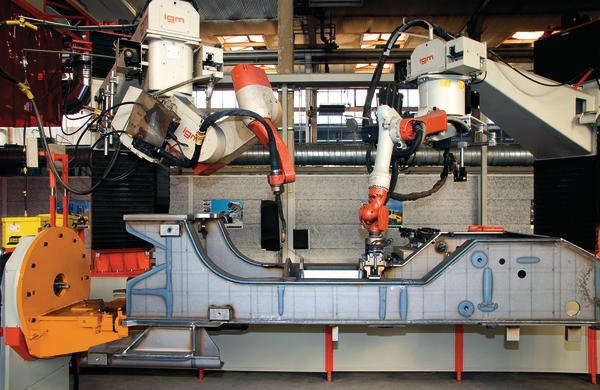
Im Sommer 2008 erweiterte das Unternehmen sein Potenzial durch das automatisierte vorrichtungslose Schweißen mit einem Multi-Task-Roboter des Herstellers igm. Mit der Anlage werden vor allem die Hinterwagen für drei verschiedene Radlader geschweißt. Für die Fertigung von Schaufeln, Längsträgern, Pendelachsträgern und Schaufel-Schnellwechslern sind drei weitere Anlagen mit insgesamt fünf Robotern im Einsatz. Im Vollbetrieb verarbeitet das Roboterschweißsystem etwa 4000 t Feinkornbaustahl in Form von Blechen zwischen 5 und 60 mm. Bei den MAG-geschweißten Nähten handelt es sich vorwiegend um Kehlnähte mit a-Maßen von 6 bis 10 mm, die aus maximal drei Lagen bestehen. Da Roboter und Manipulatoren in ihrem synchronen Zusammenwirken sehr beweglich sind, kann meist in Wannenlage geschweißt werden. Es werden Schweißgeschwindigkeiten von 30 bis 60 cm/min erreicht. Je nach Werkstückdimension schweißt die Anlage in der Woche zwischen 35 und 45 Hinterwagen und verbraucht bei jedem im Schnitt 2670 m blanken Massivdraht mit einem Durchmesser von 1,2 mm.
Das Robotersystem verfügt über zwei simultan zusammenarbeitende Roboter, die zwischen zwei Arbeitsstationen hin und her fahren. Während auf der einen Arbeitsstation geschweißt wird, spannt der Anlagenbediener auf der anderen das nächste Werkstück auf. Oder er entnimmt das fertige Werkstück aus der Aufnahme und stellt es für den Transport zur spanenden Bearbeitung bereit. Geschweißt wird in einer geschlossenen, fahrbaren Schweißrauch-Abzugskabine, die zusammen mit den zwei Robotern die jeweilige Arbeitsstation anfährt. Auf diese Weise ist dafür gesorgt, dass keine schädlichen Abgase aus der Schweißkabine in die Halle dringen.
Beide Arbeitsstationen sind mit Drehmanipulatoren mit einer Nutzlast von 6 t ausgerüstet. Jeder Manipulator besteht aus einem fix am Boden montierten Spindelstock und einem axial um 3 m verfahrbaren Reitstock. Für die verschiedenen Werkstücke steht damit eine Aufspannweite von 3,5 bis 6,5 m zur Verfügung. Beim Einspannen des Werkstücks zwischen Spindelstock und Reitstock greifen von beiden Seiten je zwei Bolzen in die am Werkstück montierten Spannadapter ein. Spindel- und Reitstock verfügen über eigene gekoppelte Antriebe. Sie bewegen das Werkstück verwindungsfrei und simultan mit den anderen Achsen der Anlage in die optimale Lage zum Schweißen.
Auf einer 17 m langen Bodenfahrbahn bewegen sich die beiden Hub-Drehsäulen samt den Robotern. Einerseits erreichen sie mit dieser Bodenfahrbahn beide Arbeitsstationen. Andererseits erweitert die Fahrbewegung der Drehsäulen die Beweglichkeit der simultan ablaufenden Handling-, Schweiß- und Schneidoperationen. Zusätzlich zu den 3 m auskragenden Drehsäulen-Auslegern verfügen die Roboter über einen vertikalen Fahrhub von 1,5 m. Der eine Ausleger ist mit einem Schweißroboter des Typs RTi 330 ausgerüstet, der andere mit einem Handlingroboter des Typs KR 16. Der Handlingroboter bewegt Lasten bis zu 16 kg und kann acht verschiedene Greiferköpfe einwechseln. Mit diesen holt er Anschweißteile von einer Palette und platziert sie positionsgenau auf dem Werkstück, wo sie vom anderen Roboter angeheftet werden.
Das Werkstück, das per Hallenkran zur Roboterschweißanlage angeliefert wird, ist bereits aus Blech- und Stahlgussteilen vorgeheftet. Wenn nach dem Einspannen des Werkstücks der Arbeitsprozess gestartet wird, schweißen beide Roboter simultan innerhalb von rund zwei Stunden alle gehefteten Schweißnähte. Anschließend wechselt der Handlingroboter seine Greiferköpfe ein, positioniert die Setzteile auf dem Werkstück und hält sie dort lagerichtig fest, während sie vom Schweißroboter geheftet werden. Ebenso wie beim Schweißen setzt der Roboter bei der Positionierung der Setzteile die Sensortechnik des Gasdüsensuchens ein. Nur benutzt er hier nicht die Gasdüse sondern das gegriffene Setzteil zum Tasten. Bei den Setz- und Anschweißteilen handelt es sich zum Beispiel um Motor- und Kühlerhalterungen, Aufstiege, Tankbefestigungen oder Kabinenlagerungen. Sind alle Teile gesetzt, wechselt der Handlingroboter wieder seinen Schweißkopf ein und beide Roboter schweißen die Setzteile an. Setzprozess und Fertigschweißen dauern ebenfalls etwa zwei Stunden.
Das Greiferwechselsystem stammt von der Schunk Intec GmbH aus dem österreichischen Traun. Es besteht aus verschiedenen Parallel- und Zentrischgreifern, deren Greiferfinger speziell auf die Setzteile angepasst sind. Über Wechseladapter werden die Parallel- und Zentrischgreifer am Wechselkopf angekuppelt oder am so genannten Bahnhof abgelegt.
Das automatisierte Platzieren und Heften der Setzteile hat ein hohes Einsparungspotenzial. Der Hauptvorteil ist, dass mit dieser Technik die aufwendigen Vorrichtungen für das Positionieren der Setzteile entfallen. Darüber hinaus geht das Anheften per Roboter wesentlich schneller. Der zweite Roboter, das Modell RTi 330, erfüllt zudem eine zweite Funktion: Nach Abschluss seiner Schweißarbeiten wechselt er einen Plasmaschneidbrenner ein und schneidet zur Vermeidung von Kerbwirkungen sanfte Konturverläufe an Stellen, wo diese fertigungsbedingt noch nicht vorhanden sind.
Die Schweißbrenner orientieren sich per Gasdüsensuchen und Lichtbogennahtsuchen. Damit diese Sensoren immer präzise arbeiten, fahren beide Roboter in programmierten Abständen eine Drahtschneid- und Gasdüsen-Innenreinigungsstation sowie eine Gasdüsen-Außenreinigungsstation an. Dort werden zum Beispiel Schweißspritzer entfernt, welche die Genauigkeit der Gasdüsen-Sensorik beeinträchtigen würden.
Obwohl schon bei der Konstruktion der einzelnen Baukomponenten auf gute Zugänglichkeit zu den Schweißnähten geachtet wird, geht es beim Schweißen besonders bei Nähten im Innern der Radlader-Hinterwagen sehr eng zu. Der Roboter RTi 330 punktet hier mit seiner Hohlwelle, durch die das komplette Schlauchpaket zum Schweißbrenner geführt wird. Das Schlauchpaket wickelt sich damit auch bei komplexen Bewegungsabläufen nicht um die vorderen Roboterachsen. Auch dann nicht, wenn der Brenner zwei Umdrehungen um die eigene Achse ausführt. Der Roboter ist damit auch unter beengten räumlichen Verhältnissen in der Lage, Nahtverläufe in allen erforderlichen Richtungen zu schweißen.
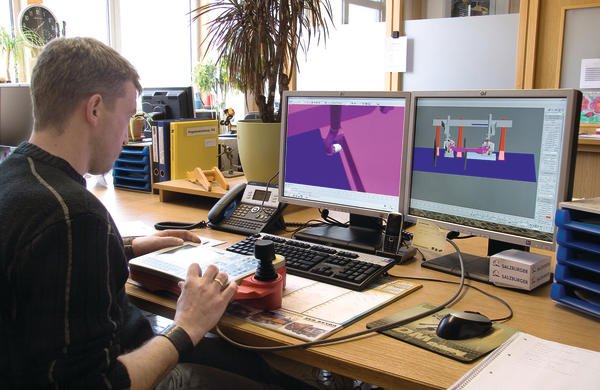
Der gesamte Arbeitsprozess auf der Roboterschweißanlage wird offline programmiert. Da das Offline-Programmieren unabhängig vom Betrieb auf der Anlage vor sich geht, läuft der Arbeitsprozess währenddessen ungestört weiter. Der Programmierer hat zwei Bildschirme vor sich. Auf dem ersten Monitor zoomt er sich in die einzelnen Details heran und kann so die richtigen Brennerstellungen für die jeweilige Schweißnaht wählen. Der zweite Bildschirm zeigt die Gesamtsituation samt Werkstück-, Roboter- und Manipulatorpositionen. Alle Achsen des Systems sind rechnergesteuert und werden beim Programmieren automatisch aktualisiert. Die Parameter aller Schweißnähte sind in einer Schweißdatenbibliothek hinterlegt, auf die das Schweißprogramm zugreift. Die Übertragung des fertigen Programms auf die Maschine und die Zuordnung des Arbeitsprogramms zum Werkstück erfolgt über das interne Netzwerk von Liebherr. Die Programmierer und die Robotersteuerung arbeiten mit der gleichen Software. Außerdem verfügen der Programmierer und der Werker über die gleichen Programmierhandgeräte. Damit ist die direkte Datenübernahme gesichert.
Früher wurden die Radlader-Baukomponenten durch Handschweißen hergestellt. Im direkten Vergleich erzielt das Robotersystem im Dreischichtbetrieb eine Zeitersparnis von 50 bis 60 Prozent. Die Fertigungs-Durchlaufzeit konnte durchschnittlich um die Hälfte verkürzt werden. Darüber hinaus sichert die Anlage rund um die Uhr einen gesicherten Prozess und erzielt eine gleichmäßig hohe Qualität.
Martin Wohlgenannt Fachredakteur in Dornbirn, Österreich
Teilen:








{kind=link}