Mit Hilfe leistungsfähiger Simulationssoftware ließ sich ein Umformwerkzeug so bauen, dass spezielle Automobilteile innerhalb der Toleranzen gefertigt werden können.
Bei der Entwicklung eines Werkzeugs, mit dem ein anspruchsvolles Verstärkungsscharnier für den neuen Sprinter von Mercedes-Benz hergestellt werden sollte, leistete Simulationssoftware der AutoForm Engineering GmbH, Zürich/Schweiz, wertvolle Dienste bei der Gütersloher Werkzeugbau GmbH, Gütersloh. „Wir sollten für die Kurt Erxleben GmbH in Wildeshausen ein Werkzeug liefern, das das Scharnier in maximal drei Ziehstufen herstellt“, berichtet Eberhard Budde, Betriebsleiter der Gütersloher Werkzeugbau GmbH. „Die Kunst dabei war, dass das Material in den Ecken des Scharniers nur bis zu 20 Prozent dünner werden durfte.“ Diese Ausdünnungstoleranz fordert DaimlerChrysler, da an diesem Scharnier die schweren Hecktüren des Sprinter hängen.
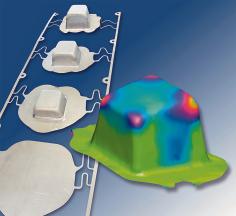
Die 20 % Ausdünnungstoleranz hätten die Gütersloher jedoch fast zur Verzweiflung gebracht: In den Ecken, in denen die Kanten zusammenlaufen, wurde das Scharnier regelmäßig zu dünn. Am Bauteil wurden Radien verändert und Schmiermittel benutzt, aber der entscheidende Durchbruch gelang nicht, während der Liefertermin näher rückte.
Rettung in der Not bot schließlich die Optimierung der Stufenabfolge durch Simulationstechnik von AutoForm. Das Unternehmen lieferte dem Werkzeugbauer nach drei Tagen Simulation eine Lösung, mit der das Scharnier in zwei Ziehzügen fix und fertig aus dem Werkzeug kommt – und zwar innerhalb des Toleranzbereichs. „Dabei verfolgten wir den Ansatz, je weniger Umformstufen, desto besser die Qualität“, erklärt Budde. „Im ersten Zug versuchten wir, möglichst tief zu ziehen, wobei eine weiche Vorform entstand. Im zweiten Zug wurde das Material in die Endform gebracht.“ Die Vorform wurde dabei so ermittelt, dass im zweiten Zug keine Falten entstehen und die Ausdünnungstoleranz nicht überschritten wird. re
Lösung schnell gefunden
Teilen:








{kind=link}