Beim Herstellen von Zahnrädern verspricht der Ersatz des Profilschleifens durch das Verzahnungshonen wirtschaftliche und technologische Vorteile. So lassen sich die Kosten der Hartfeinbearbeitung teilweise um über 50 % reduzieren.
Prof. Dr.-Ing. Dr.-Ing. E. h. mult. Hans Kurt Tönshoff ist Leiter des Instituts für Fertigungstechnik und Spanende Werkzeugmaschinen (IFW) der Universität Hannover, Dr.-Ing. Thomas Friemuth ist Oberingenieur und Dipl.-Ing. Carsten Marzenell wissenschaftlicher Assistent an der genannten Einrichtung
Getriebe sollen leiser werden. Dies führt dazu, dass sich beim Herstellen von Zahnrädern spanende Hartfeinbearbeitungsverfahren immer mehr durchsetzen. Die spanende Hartfeinbearbeitung bildet den für Qualität und Kosten maßgeblichen, weil letzten Prozessschritt. Das Bauteil hat bereits eine hohe Wertschöpfung erfahren, und durch Verfahrensfehler entstandene Mängel können durch keinen nachfolgenden Arbeitsgang mehr beseitigt werden.
Im Bereich der Zahnrad-Hartfeinbearbeitung wurden in den letzten Jahren eine Reihe neuer Prozess- und Maschinenkonzepte hervorgebracht. So entwickelte beispielsweise die Werkzeugmaschinenfabrik Kapp GmbH, Coburg, das Verzahnungshonen unter der Markenbezeichnung Coronieren zu einem leistungsfähigen Verfahren weiter.
Wie wirtschaftlich das Honen ist, zeigt sich am Beispiel eines Lkw-Getrieberades. Vor Einführung des Verfahrens wurde das Bauteil in der Serienfertigung durch diskontinuierliches Profilschleifen mit galvanisch CBN-belegten Einzelscheiben hartfeinbearbeitet. Die Substitution des Profilschleifens durch das Verzahnungshonen reduziert die Fertigungskosten um 60 %. Ursache sind die erheblich verminderten Lohn- und Maschinenkosten, während sich die Werkzeugkosten auf vergleichbarer Höhe bewegen. Die Einsparungen resultieren aus den deutlich kürzeren Bearbeitungszeiten beim Honen.
Infolge der kontinuierlich abwälzenden Prozesskinematik dieses Verfahrens werden die unbeeinflussbaren Nebenzeiten wesentlich reduziert. Dagegen ist beim Schleifen eine wiederholte Anstellbewegung der Schleifscheibe vor dem Bearbeiten jeder Zahnlücke erforderlich, wodurch sich lange Nebenzeiten ergeben.
Zahnräder werden thermisch nicht geschädigt
Das Beispiel zeigt zwar, dass das Verzahnungshonen ein erhebliches Kostensenkungspotenzial in der Zahnrad-Hartfeinbearbeitung besitzt. Jedoch lässt sich der genannte Spareffekt nicht ohne Weiteres auf andere Anwendungsfälle übertragen, da bei Wirtschaftlichkeitsvergleichen stets die konkrete Bauteilgeometrie, die zu fertigenden Losgrößen sowie die technologischen Randbedingungen zu berücksichtigen sind.
Grundsätzlich handelt es sich beim Verzahnungshonen um ein kontinuierliches Verfahren mit geometrisch unbestimmter Schneide, bei dem das zu bearbeitende Zahnrad mit einem innenverzahnten Werkzeug kämmt. Während der Bearbeitung stehen die Drehachsen des Werkzeugs und des Teils in definiertem Winkel zueinander. Auf Grund der dadurch erzwungenen Relativbewegung zwischen Werkzeug und Teil wird Material abgetragen. In einem ein- oder zweistufigen Prozeß mit Schrupp- und Schlichtgang läßt sich ein Zahnflankenaufmaß von maximal 130 µm zerspanen. Das Verzahnungshonen bietet sich daher als alleiniges Hartfeinbearbeitungsverfahren nach der Wärmebehandlung an.
Bei den im Coronierkopf angebrachten Schrupp- und Schlichtwerkzeugen handelt es sich um innenverzahnte Stahlringe, deren Zahnflanken mit einer einzelnen Schicht hochharter Diamantkörner galvanisch belegt sind. Die Werkzeuge müssen bis zum Standzeitende nicht abgerichtet werden. Sind sie verschlissen, wird der Schleifbelag vom Grundkörper abgelöst und eine neue Schicht Diamantkörner galvanisch aufgebracht.
Neben den wirtschaftlichen Vorteilen bietet das Verzahnungshonen technologische Potenziale, die sich positiv auf die Qualität der Bauteile auswirken. Forschungsergebnisse zeigen, daß spanende Fertigungsverfahren die Eigenschaften der Werkstück-Randzone wie Härte, Gefüge und Eigenspannungen signifikant verändern können. Beim Schleifen beispielsweise wird die Randzone unter ungünstigen Bedingungen auf Grund hoher Prozesstemperaturen thermisch geschädigt. Dies äußert sich in Neuhärtungs- und Anlass-Zonen sowie Zugeigenspannungen. Daher ist häufig eine Qualitätskontrolle in Form einer aufwendigen Nitalätzung erforderlich, um thermisch geschädigte Teile aussondern zu können.
Beim Verzahnungshonen dagegen erwärmt sich die Kontaktzone auf Grund der beschriebenen Prozeßkinematik nur sehr wenig. Ursache sind die geringen Schnittgeschwindigkeiten. Sie liegen mit etwa 1 m/s wesentlich niedriger als beim Schleifen. Auf Grund dieser „kühlen“ Zerspanung lassen sich thermische Werkstückschädigungen prozesssicher und selbst unter ungünstigen Umständen vermeiden.
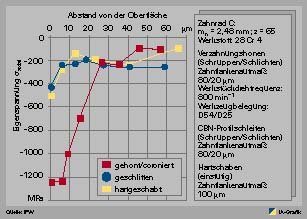
Unter den Eigenschaften der Werkstück-Randzone stellt der Eigenspannungszustand die sensibelste Größe zum Beurteilen der Qualität dar. Thermische Schädigungen werden durch Zugeigenspannungen erkennbar, noch bevor Gefügeumwandlungen nachzuweisen sind. Andererseits steigern Druckeigenspannungen die Festigkeitseigenschaften unter schwingender Beanspruchung.
Ein Vergleich der durch die konkurrierenden Verfahren Profilschleifen, Hartschaben und Verzahnungshonen induzierten Eigenspannungszustände in der Randzone zeigt, daß bei der hartgeschabten und der profilgeschliffenen Variante sehr ähnliche Eigenspannungsverläufe auftreten. Das Maximum der Druckeigenspannungen liegt an der Oberfläche mit Werten um -470 MPa vor. Eine bearbeitungsbedingte Steigerung der Druckeigenspannungen ist bis in eine Tiefe von etwa 12 µm festzustellen. Dagegen zeigen die Messungen am gehonten Bauteil, daß bis zu einer Tiefe von etwa 25 µm erheblich höhere Druckeigenspannungen in der Randzone vorhanden sind. Direkt an der Oberfläche treten Maximalwerte von mehr als -1200 MPa auf. Technologisch zu erklären sind diese hohen Druckeigenspannungen mit der untergeordneten Rolle thermischer Belastungen bei gleichzeitig sehr hohen mechanischen Bearbeitungskräften. Mit Blick auf die Bauteilqualität tragen die hohen Druckeigenspannungen zu höherer Belastbarkeit und Lebensdauer des Zahnrades bei.
Die geschilderten wirtschaftlichen und technologischen Potenziale des Verzahnungshonens machen das Verfahren zu einer interessanten Alternative zum Profilschleifen. Hinzu kommt, daß das immer wichtiger werdende Geräuschverhalten bei gehonten Zahnrädern deutlich besser bewertet wird als bei geschliffenen. Bestimmte Geometrien wie Schulterverzahnungen oder Verzahnungen mit angeschmiedeten Nebenelementen lassen sich aufgrund des fehlenden Werkzeugauslaufes nicht schleifen. In diesen Fällen ist das Honen das einzig mögliche Hartfeinbearbeitungsverfahren.
Teilen:








{kind=link}