

Höchste Präzision und das bei kürzeren Zykluszeiten und reduzierten Stückkosten – das Hart-Fein-Bearbeitungszentrum S242 von Studer macht´s möglich. Die Maschine ist gleichermaßen fürs Hartdrehen wie fürs Schleifen von mittelgroßen Teilen mit extremen Rundlauf- und Lagetoleranzen konzipiert.
Von unserem Redaktionsmitglied Haider Willrett
Nach 98 s ist die HSK-63-Werkzeugaufnahme fertig bearbeitet. In einer Aufspannung. Hartgedreht, wo keine extremen Anforderungen gelten. Geschliffen, wo´s besonders präzise sein muss. Bisher dauerte es 181 s, bis eine Werkzeugaufnahme an allen erforderlichen Stellen schrupp- und feingeschliffen und zwischendurch auch noch umgespannt war. Gegenüber dem reinen Schleifen verkürzt die Verfahrenskombination auf dem Hart-Fein-Bearbeitungszentrum S242 der Fritz Studer AG die Zykluszeit bei diesem Werkstück um rund 45 %.
„Neben dem Bearbeiten in einer Aufspannung und den kürzeren Haupt- und Nebenzeiten sind reduzierte Logistikkosten ein weiterer Vorteil dieses Maschinenkonzepts“, sagt Fred Gaegauf. Er ist als Geschäftsführer bei dem im schweizerischen Thun ansässigen Rundschleifspezialisten für die Technik verantwortlich. Teile die bisher von einer Maschine zur anderen transportiert und vor dem Weiterbearbeiten häufig noch zwischengelagert werden mussten, sind jetzt in einem Arbeitsgang fertig.
„Mit der S242 muss der Nutzer keine Kompromisse eingehen – weder beim Hartdrehen noch beim Schleifen“, betont Gaegauf. Stabile Werkzeugaufnahmen, ein großer Drehzahlbereich der Werkstückspindel, schwingungsstabile Werkstückspannsysteme sowie ein Maschinenbett in Schrägbauweise, das den freien Spänefall gewährleiste und ein Späneförderer, der die Drehspäne zuverlässig abtransportiere, ermöglichten vollwertiges Hartdrehen. Damit Schleifoperationen durch die Verfahrenskombination nicht beeinträchtigt werden, spendierten die Schweizer der Maschine eine leistungsgerechte Schleifspindel, eine Wuchtvorrichtung, Abrichtwerkzeuge und eine In-Prozess-Messsteuerung, eine Einrichtung mit der sich die Zylindrizität fein verstellen lässt und ein effektives Kühlschmiersystem. Der Schleifschlamm landet auf einem Papierbandfilter, der die feinen Späne vom Kühlschmierstoff trennt.
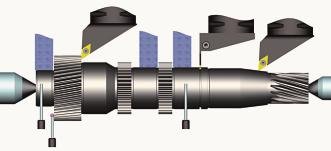
Zu den Spezialitäten der S242 gehören neben Werkzeugaufnahmen auch schnell laufende Wellen, Führungsbolzen oder Pumpenritzel. Mussten aufgrund der hohen geforderten Präzision hinsichtlich Oberflächengüte, Rundlaufgenauigkeit sowie Form- und Lagetoleranzen solche Teile früher komplett geschliffen werden, übernimmt heute die Dreheinheit die endkonturnahe Vorbearbeitung. Nur zum Finishen wird noch geschliffen. Das Ergebnis sind Oberflächen mit Ra-Werten um 0,03 µm, kurze Bearbeitungszeiten und damit günstige Stückkosten. Dabei spielt es keine Rolle, ob es sich um Wellen- oder Futterteile handelt.
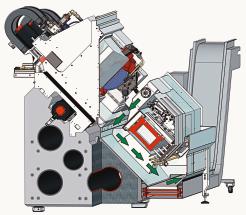
Bei der Konzeption der S242 ließen die Ingenieure Know-how einfließen, das aus den Erfahrungen mit früheren Kombinationssystemen resultiert, etwa der S145 oder der Stratos des Stuttgarter Schwesterunternehmens Studer Schaudt GmbH. „Speziell mit der Stratos haben wir viel gelernt, was den Abtransport der Drehspäne betrifft“, erzählt Fred Gaegauf. Beim Schrägbett haben die Entwickler penibel darauf geachtet, dass keine Kanten oder Rohre Spänenester bilden. Weitere Kennzeichen des Maschinenständers, der aus Granitan S103 besteht, sind eine effektive Schwingungsdämpfung sowie die hohe Temperaturstabilität. Der Baukasten der S242 erlaube es, die Maschine sowohl in einer Kombi- als auch in reinen Schleif- oder Hartdrehversionen aufzubauen, beschreibt Gaegauf die Möglichkeiten.
Waren die früheren Kombimaschine der zur Hamburger Schleifring-Gruppe gehörenden Unternehmen noch anwendungs- und kundenspezifisch aufgebaut, so ist die S242 echter Standard. Neben dem Grundaufbau sind Hydraulik, Pneumatik und Elektrik bei allen Maschinen gleich. Die Steuerung entstammt der 30er-Serie von Fanuc. Wahlmöglichkeiten hat der Kunde insoweit, als es eine kurze und eine lange Version des Zentrums gibt – ausgestattet mit zwei Querschlitten auf einer gemeinsamen Z-Achse. Diese kann der Anwender variabel nutzen und sie mit einer Einheit zum Außenschleifen, einer Innenschleifvorrichtung oder einem Drehrevolver versehen. Der fasst im Standard zwölf fest stehende Werkzeuge. Optional können diese zwölf Tools angetrieben werden, so dass auch einfache Bohr- und Fräsoperationen möglich sind. Außerdem verfügt die S242 über einen Synchronreitstock, der auf einer eigenen Achse verfährt. Spitzenweiten und Spanndruck sind programmierbar und schaffen so die Möglichkeit, die Maschine schnell umzurüsten.
Vergleichsweise kurze Umrüstzeiten gehören denn auch zu den Stärken der S242. Anders als frühere Maschinen dieser Art, die in erster Linie für die Serienfertigung ausgelegt waren, eignet sie sich nicht nur für die Großserie, sondern auch für kleine Lose. „Bei extremen Anforderungen an die Präzision oder beim Bearbeiten von Teilefamilien sind sogar Einzelteile wirtschaftlich machbar“, erläutert Gaegauf. Gerade diese Flexibilität hinsichtlich Losgröße und Teilespektrum mache die S242 auch für Job-Shops sehr interessant. „Die Reaktionen unserer Kunden ermutigen uns sehr. Wir bekommen immer mehr Anfragen hinsichtlich der Machbarkeit von Teilen, an die wir bisher noch gar nicht gedacht hatten und die das Einsatzspektrum der Maschine deutlich erweitern.“
Flexibilität ist einer der kleinen Unterschiede zwischen der S242 und ihrer Zwillingsschwester Kairos, die Schaudt vertreibt. Während die Kairos ganz gezielt die Automobilbranche und deren Zulieferer anspricht, eignet sich die Studer-Maschine für alle anderen Anwendungen. Beide Grundmaschinen werden parallel in Thun gebaut. Die Kairos gehen dann nach Stuttgart, wo sie kundenspezifisch ergänzt werden. Neben dem Logo unterscheidet die Werkzeugbestückung die beiden Geschwister. CBN-Hochgeschwindigkeits-Schleifscheiben sind bei der Kairos Serie, bei der S242 optional. Außerdem hat die Stuttgarter Maschine eine Siemens-840D-Steuerung.
Beide Modelle, deren Prototypen im letzten Jahr vorgestellt wurden, sind jetzt serienreif, und die ersten Exemplare sind verkauft. Ob die S242 in der Praxis hält, was der Hersteller verspricht, klären wir im nächsten Jahr in einer Anwenderreportage.
45 % schneller
HSK-63-Werkzeugaufnahme:
Bisher in acht Arbeitsschritten und zwei Spannungen rein schleifend bearbeitet,
Zykluszeit 181 s
jetzt in fünf Prozessschitten und einer Aufspannung kombiniert hartgedreht und geschliffen auf dem Hart-Fein-Bearbeitungs- zentrum S242,
Zykluszeit 98 s Verkürzung der Zykluszeit um 45 %
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}