




Bei der Matrix ist manches anders als beim Wettbewerb. Ursprünglich für das Hochgeschwindigkeits-Zerspanen von Formen und Werkzeugen entwickelt, hat Hersteller Breton dem Bearbeitungszentrum im Lauf der Zeit ein Zusatz- und Optionspaket maßgeschneidert, das die Maschine auch für Anwenderkreise jenseits des Special Tooling salonfähig macht.
Von Chefreporter Wolfgang Filì chefreporter@fili.net
Ob eine Maschine aus einer bestehenden Baureihe abgeleitet ist, oder ob der Hersteller sie geradewegs für die Hochgeschwindigkeits-Bearbeitung (HSC) entwickelt hat, sieht Dr.-Ing. Giuseppe Andorlini spätestens auf den zweiten Blick. Es seien feine Details, die den Unterschied ausmachten, sagt der Entwicklungsleiter der Breton S.p.A. im italienischen Castello di Godego. Aber sie bestimmten letztlich mit, ob sich bei der Fertigung von Formen, Werkzeugen, volumigen Präzisionsteilen und Modellen gutes Geld verdienen lasse oder nicht. „Dies ist beim Design der Matrix berücksichtigt worden“, versichert Andorlini.
Der promovierte Ingenieur gehört zu den Vätern des Bearbeitungszentrums. Und wie er betont, war er von Anfang an begeistert von der Idee, mit einer kompletten, vor allem jedoch profitablen Lösung Betrieben den Weg zur High-Speed-Zerspanung zu ebnen. Vorläufiges Ergebnis ist die Matrix als eine Reihe, die mit einem Arbeitsbereich von 2000 mm x 1600 mm x 800 mm loslegt, derzeit bei 3900 mm x 8000 mm x 1300 mm abschließt und die sich mit einem gut sortierten Paket an Varianten und Zusatzlösungen empfiehlt. 80 Einheiten der Matrix 800 – letztere Zahl benennt jeweils die Länge der Z-Achse –, der Matrix 1000 sowie der Matrix 1300 hat Breton mittlerweile gebaut. Drei Viertel davon wurden in Europa verkauft sowie nach Kanada, in die Vereinigten Staaten und nach Australien. Die Kunden kommen mehrheitlich aus dem Werkzeug-, Modell- und Formenbau, zunehmend jedoch auch aus der Automobil- und Luftfahrtbranche, dem allgemeinen Maschinenbau und der Formel 1. Die Zahl der Jahr für Jahr abgesetzten Matrix steigt an.
Als die Breton S.p.A. 1963 gegründet wurde, hätte niemand auf diese Art Zusatzgeschäft gezählt. Zunächst befasst mit der Entwicklung und Herstellung von Maschinen für die Bearbeitung von Naturstein und Keramiken – Norditalien ist europäisches Zentrum für den Abbau respektive die Weiterverarbeitung dieser Materialien –, hatte das Unternehmen sich eine Reihe von Patenten sichern können und war innerhalb kurzer Zeit zum Marktführer avanciert. Mitte der 90er-Jahre forschte Breton erstmals auch an CNC-gesteuerten Zentren für das Hochgeschwindigkeits-Zerspanen von Metall – zunächst war eigener Bedarf der Anlass. Das Verfahren wich im Prinzip nur wenig von den bislang praktizierten Technologien ab und bot außerdem Aussicht auf einen schnell wachsenden Markt. Auch hier entwickelte das Unternehmen eine Reihe heute patentierter Lösungen, oder es optimierte bewährte Konzepte für den HSC-Einsatz.
So ermöglicht die Portalbauweise, dass Steifigkeit und Dynamik vorteilhaft kombiniert werden können. Thermosymmetrisch aufgebaut, ist die Maschine zudem kaum anfällig für Schwankungen der Umgebungstemperatur. Und last but not least erleichtert die Bauart das Be- und Entladen sowie das Einrichten auch großer Werkstücke beträchtlich. Der Arbeitsraum ist gut zugänglich, und die Schiebetüren nehmen beim Öffnen nicht unnötig Werkstattfläche in Anspruch. Die Kundschaft, so berichtet Giuseppe Andorlini, nehme dieses Merkmal der Maschine gern an. Das Gestell der Matrix ist eine Schweißkonstruktion. Die Linearachsen werden über Kugelumlaufspindeln angetrieben, alle Führungsbahnen sind geschliffen. Die sensiblen Komponenten liegen außerhalb des Arbeitsraums und sind so abgedeckt, dass Schmutz und Späne sie nicht erreichen. Sie sind dennoch leicht zu warten.
Die jüngste Maschine der Reihe, die Matrix 1300, hat 3900 mm in der X-, sowie 1300 mm Verfahrweg in der Z-Achse. Variationen von 2000, 3000, 4500, 6000 und 8000 mm sind im Baukastensystem vorgesehen und in Teilen auch bereits realisiert. Breton gibt die Genauigkeit in den linearen Achsen nicht absolut an, sondern auf den Verfahrweg bezogen. Hier beträgt die Positionierpräzision 0,007 mm/m, die Wiederholgenauigkeit sogar 0,005 mm/m. In der A- und C-Achse positioniert die Maschine auf 0,0035°. Die Wiederholgenauigkeit liegt bei 0,0025°.
Der Fräskopf der Matrix ist allerdings nicht nur präzise, sondern auch vielseitig. Kontinuierlich rotierend in der C-Achse sowie ± 105° in der A-Achse drehend, stellt er sicher, dass das Werkzeug an jedem Punkt der Teileoberfläche die gewünschte Neigung hat, ohne dass seine Position dazu gewechselt und neu angefahren werden muss. Dies erleichtert die Programmierung außerordentlich. „Nur wenige Bearbeitungszentren der Matrix-Klasse weisen dieses Merkmal auf“, betont Bretons Entwicklungschef. Durch das unterbre- chungsfreie Spanen steige außerdem die Oberflächenqualität.
Bei der Matrix 1300 können zwei Typen von Motorspindeln eingesetzt werden. Beide werden über einen internen Wasserkreislauf auf Betriebstemperatur gehalten. Spindeltyp M 38/28 leistet 20 kW, hat ein Drehmoment von 38 Nm und tourt mit bis zu 28 000 min-1 – diese Spindel eignet sich vor allem für die Bearbeitung von Stahl und von Verbundwerkstoffen und erledigt Schrupparbeiten genau so gut wie das Präzisionsschlichten. Die Maschine-Werkzeug-Schnittstelle bei der M 38/28 ist HSK 63. Der Typ M 11/40 leistet 40 kW, hat 11 Nm und dreht bis 40 000 min-1 – diese Motorspindel ist ausgelegt für die Bearbeitung von Aluminium und Verbundmaterial, ferner auf das Superfinish von Stahl sowie auf das Fräsen von Graphit. Schnittstelle dieser Spindel ist ein HSK 40-E.
Auf Wunsch steht für beide Typen ein System zur Verfügung, das bis zu 60 l/min Kühlschmierstoff entweder intern oder von außen ans Werkzeug bringt. Ebenfalls optional bietet Breton ein spindelinternes System für die Wasserzufuhr mit bis zu 40 bar an, das sowohl die Späne brechen als auch für ihre Abfuhr beim Herstellen tiefer Löcher und Taschen sorgen soll. Alternativ kann die Matrix mit einem Sprühsystem ausgestattet werden. Dieses sitzt an der Aufnahme der Spindel und nebelt das Werkzeug mit Minimalmengen an Öl oder Kühlschmierstoff-Emulsion ein.
Das automatische Werkzeugmagazin der Matrix liegt außerhalb des Arbeitsbereichs auf der rechten Maschinenseite. Es fasst in der Standardausführung 30 Tools. Für Pendelbearbeitungen können weitere Magazine vorgesehen werden. Darüber hinaus steht ein Rack mit 200 weiteren Plätzen zur Verfügung. Das Magazin fasst Werkzeuge bis 300 mm Länge und 10 kg Einzelgewicht. Maximaler Durchmesser ist 90 mm bei durchgehender Belegung sowie 140 mm Durchmesser bei frei bleibendem Zwischenplatz. Werkzeugvoreinstellung und -kontrolle sind auf Wunsch ebenfalls möglich und werden von Breton auch empfohlen, um größtmögliche Präzision und Prozesssicherheit zu erreichen. Sind die Ist-Daten zu Beginn der Bearbeitung erfasst, lassen sich durch die Betriebswärme bedingte Längenänderungen vergleichsweise einfach kompensieren.
Gleichwohl: „High-Speed-Fräsen ohne adäquate Steuerung geht nicht“, ist Andorlini überzeugt. Die digitale Antriebstechnik der Matrix wird daher über High-Tech-Steuerungen der jüngsten Generation kontrolliert. So stehen die Sinumerik 840 D von Siemens, Typ 4060 von Selca, Heidenhains 530 sowie CNC von Fidia zur Verfügung.
Über die Standardkonfiguration hinaus lässt sich das Zentrum weiteren Anforderungen anpassen. Andorlini legt jedoch Wert auf die Feststellung, dass solche Optionen kein technischer Luxus sind, sondern Tools, um die Hochgeschwindigkeits-Zerspanung profitabel zu gestalten. Aber auch dies stellt man möglicherweise erst auf den zweiten Blick fest.
Der kleine Unterschied und die profitablen Folgen
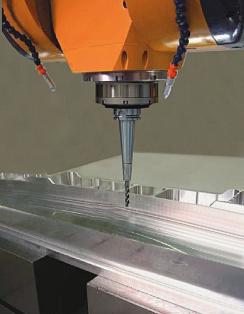
Referenzteil „Strukturelement“
Wie weit sich die Matrix 1300 beim Fräsen von Integralteilen von konventionellen Bearbeitungszentren absetzt, zeigt sich am gezeigten Strukturelement. Werkstoff des 2300 mm langen, 110 mm breiten und 85 mm hohen Teils ist Alu- minium Avional 2210 Alloy. Das durchschnittliche Zeitspanvolumen beträgt mit der Breton-Maschine 322 cm³/min gegenüber den 217 cm³/min auf einem maximal 10 000 min-1 drehenden Zentrum. Die Stückzeit liegt mit der Matrix bei 252 statt vorher 372 min. Das entspricht einer Produktivitätsstei- gerung um 48 %. Zudem fiel die Oberflächengüte besser aus.
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}