




Im Markt gilt die GP 50 als einer der wenigen, dafür aber aber um so erfolgreicheren Grenzgänger zwischen hohem Output und Flexibilität. Schritt für Schritt lässt sich das Drehzentrum der Gildemeister-Italiana-Gruppe für die Komplettbearbeitung ausbauen.
Von Chefreporter Wolfgang Fili
Jedes Mal, wenn Sie ein Teil zwischen den Arbeitsgängen in die Hand nehmen müssen, kostet das bares Geld“, erläutert der Geschäftsführer der Gital Werkzeugmaschinen GmbH in Stuttgart, Dieter Herzog. Dies sei bei Miniserien im Normalfall unkritisch. In unregelmäßig aufgelegten Klein- und Mittelserien jedoch – dort, wo Automaten sich kaum rechnen und Peripherie nicht in Frage kommt – schlage jederart Handling böse zu Buche. Dies müsse nicht sein. Denn soweit es sich um die Fertigung komplexer Teile bis 200 mm Durchmesser und rund 400 mm Länge handle, habe man mit der GP 50 das Gegenmittel schlechthin zur Hand.
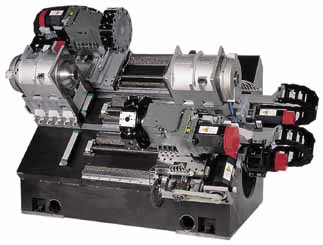
Herzog spricht von dem vierachsigen Doppelspindel-Drehbearbeitungszentrum des italienischen Herstellers Graziano. Seit 1998 gehört das Unternehmen zu der – ebenfalls italienischen – Gital Gildemeister Italiana S.p.A. in Brembate, die die Graziano-Drehzentren und -maschinen seitdem exklusiv vertreibt. Vergangenes Jahr hatte man die GP 50 erstmals auf der europäischen Werkzeugmaschinenmesse Emo in Paris in Szene gesetzt. „Seitdem“, freut sich der Chef der Deutschland-Zentrale, „entwickelt sich die Nachfrage prächtig.“ Weit über zwanzig Maschinen dieses Typs habe Graziano seit Lieferbeginn im Herbst ´99 im Markt verstauen können, knapp zehn davon in Deutschland.
Geldwerter Nutzen ist dabei scheint´s garantiert. Komplexe Stangen- und Futter-Drehteile, wie sie in der Vakuum-, Mess- und Regeltechnik oder dem Hydraulik- und Flugzeugbau eingesetzt werden, bearbeitet die GP 50 komplett, dabei schneller sowie teils auch genauer als die bislang überwiegend eingesetzten Einspindel-Zentren. Dies, so unterstreicht Dieter Herzog, ließe sich im konkreten Fall in Mark und Mikrometer nachweisen: Die Stückkosten seien aggressiv niedrig, Toleranzen im IT-Bereich 6 kein Problem. Ergänzt durch handelsübliche Lademagazine, eigne sich der Doppelspindler zudem für den Betrieb in unbemannter Nachtschicht. Auch dies rechne sich für den Anwender.
Sinnvolle Stufen zwischen Drehen und Komplettbearbeitung
Von den jährlich 120 Einheiten, die Gital als Marktpotential für Deutschland sieht, sollen die GP 50 und die zur Metav vorgestellte, größere Version mit 70 mm Stangendurchlass mittelfristig rund ein Viertel bestreiten. Zur Zeit liegt die maximale Lieferfrist bei vier Monaten. Als Standardausführung und ohne weiteren Sonderwunsch aus der laufenden Disposition gegriffen, sind es nur wenige Wochen.
Der Doppelspindler ist eine rundum neue Konstruktion. Als die Graziano-Ingenieure Anfang 1997 mit seiner Entwicklung begonnen hatten, gab es bereits vergleichbare Konzepte im Markt, die sich nachweislich auch bewährt hatten. Jedoch sollte die GP sich von ihnen abheben durch Vielseitigkeit, der Möglichkeit zum schnelleren Umrüsten zwischen kleinen Serien und durch Dauerpräzision. Letzteres galt als K.O.-Kriterium.
Als nach 18 Monaten die erste GP 50 richtig Späne machte, war man bei Graziano mit sich zufrieden. Das dringendste Entwicklungsziel – thermische Stabilität und konstante Genauigkeit – schien erreicht. Dazu hatte man die Maschine thermosymmetrisch und schwingungsentkoppelt aufgebaut auf einem Bett aus synthetischem Granit. Neben seiner vibrationsdämpfenden und mit Blick auf die Hartbearbeitung gewünschten Trägheit ist das Material ein schlechter Wärmeleiter und reagiert bei abrupten Temperaturschwankungen sehr viel behäbiger als Guss – fährt das Hallentor hoch und zieht Kaltluft durch die Maschine, ist die Genauigkeit wenig gefährdet.
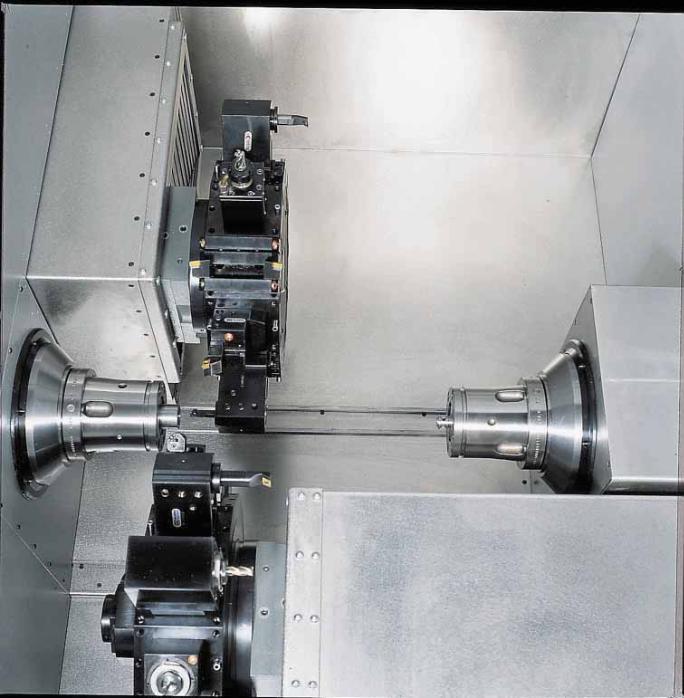
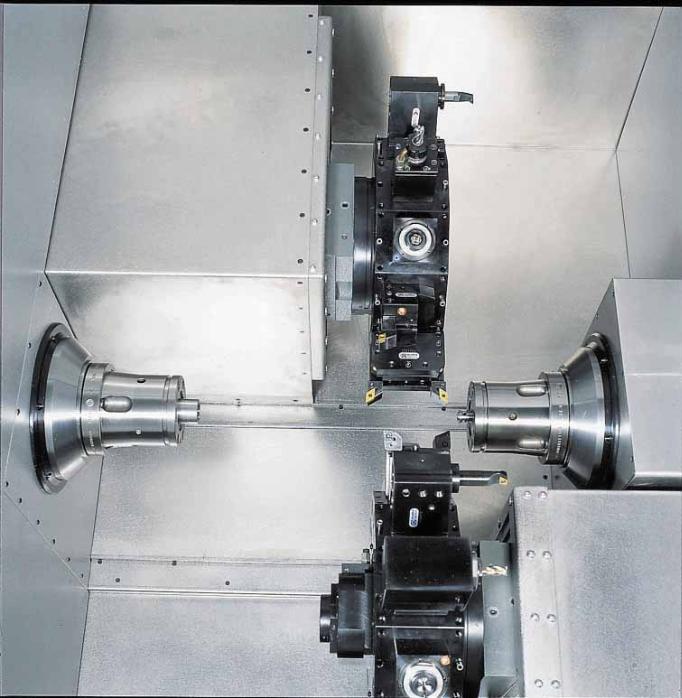
Die beiden Motorspindeln der Maschine sind fünffach gelagert und arbeiten mit einer thermostatisch geregelten Flüssigkeitskühlung. Wie auch die beiden Revolver und deren Komponenten haben sie identische Massen. Steigt oder fällt also die Arbeitstemperatur, wachsen und schrumpfen sie im gleichen Maß. Bei den Führungen wiederum hat der Hersteller auf Linearrollen statt Kugeln gesetzt. Er verspricht sich von der deutlich größeren Zahl an Kontaktpunkten bei dem bis zu 30 m/min schnellen Verfahren der Achsen eine gleichbleibende Präzision. Die Querachsen der GP 50 sind mit einem Linearmesssystem ausgerüstet.
Dieter Herzog hebt ein weiteres Merkmal der Maschine hervor: „Bei diesem Baukonzept ist es uns wichtig, dass die Revolver auf eigenen Schlitten verfahren und deshalb völlig unabhängig voneinander operieren.“ Dies bedeute, dass sie ohne jede Einschränkung genauso gut an beiden Spindeln arbeiten könnten wie auch am gleichen Teil – beispielsweise an einem zwischen zwei Spitzen zerspanten Langteil.
Soll die GP 50 für die Bearbeitung komplexerer Teile ausgerüstet oder an der Peripherie weiter automatisiert werden, bietet Gital verschiedene Ausbaustufen an. So stehen angetriebene Werkzeuge für beide Revolver zur Verfügung, C-Achsen für die Spindeln, eine zusätzliche Y-Achse, für die Fertigung von der Stange verschiedene Lader und ein automatisches Be- und Entladesystem.
Dauergenau durch Thermosymmetrie und Flüssigkeitskühlung
Gesteuert werden die vier Achsen X1/X2 sowie Z1/Z2 über eine CNC 18i von GE-Fanuc. Dieses Fabrikat ist bei der GP der Standard. Andere Fabrikate sind gegen Aufpreis prinzipiell möglich. Soll die Maschine auf neun Achsen ausgebaut werden, sieht der Hersteller eine CNC 16i vor. In beiden Fällen sind die Wege zwischen Bedienpult und Arbeitsraum kurz, so dass man die Maschine schnell und ohne große Verrenkung für andere Serien umrüsten kann – und diese werden immer kleiner.
„Schauen Sie sich die Entwicklung der jüngsten zwei, drei Jahre an“, empfiehlt Dieter Herzog. „Die Fertigungstoleranzen und Lieferzeiten schrumpfen, die Teile werden immer komplexer, und kaum ein Lohnbetrieb kann ihnen heute sagen, was er im nächsten Monat bearbeiten soll.“ Sicher – dies alles sei im Grunde kaum neu und schon früher Trend gewesen. Allerdings überschlage sich die Entwicklung derzeit und jeder Fertigungsbetrieb müsse sehr genau prüfen, mit welcher Maschinentechnik er auch morgen noch auf der sicheren Seite des Geschäfts stehe. Jedenfalls seien flexible Systeme wie die GP 50 und GP 70 unter diesem Aspekt eine lohnende Investition.
Aber auch weitere Einsätze sind möglich. So berichtet Herzog von Kombinationen der GP 50 mit Mehrspindlern und Zwischenstationen für das Einpressen oder Schweißen. Das Stichwort lautet „Neue Arbeitsteilung“.
So habe es sich bei Kunden aus der Armaturenindustrie gerechnet, zunächst die einfacheren Operationen von Automaten erledigen zu lassen, auf einem zweiten Arbeitsplatz beispielsweise Hülsen einzupressen und dann erst auf der hochgenauen GP 50 abzuschließen. Dieter Herzog steht solchen Versuchen interessiert gegenüber und ermutigt seine Kunden sogar zu solchen Kombinationen. Der Grund ist einfach: Als Vertriebsorganisation von Graziano wie auch Gildemeister Italiana hat die Stuttgarter Gital GmbH auch Mehrspindler im Programm…
Von Chefreporter Wolfgang Filì
Dreh-Bearbeitungszentrum Graziano GP 50
Spindel/Gegenspindel
Durchmesser vord. Lager 100 mm
Materialdurchlass 50 mm
Antriebsleistung 12 kW
Drehmoment max. 119 Nm
Drehzahlbereich 0 bis 6000 min-1
Arbeitsbereich
Abstand Spindelnasen 750 mm
Drehdurchmesser 200 mm
Drehlänge max. 420 mm
Eilgang X1, X2 30 m/min
Eilgang Z1, Z2, B-Achsen 20 m/min
Messsystem in X linear –
Messsystem in Z, B absoluter
Drehgeber –
3Werkzeugrevolver
Feste Stationen man. 24 –
Rotierende Stationen max.24 –
Aufnahmen nach VDI 30 –
Antriebsleistung max. 4 kW
Drehzahl max. 4000 min-1
Aufstelldaten
Stellfläche 5,4 m²
Maschinenmasse 6,5 t
Gesamtanschlusswert 65 kW
Kühlmittel
Kapazität Behälter 400 l
Druck Pumpe 5 bar
Förderleistung Pumpe 60 l/min
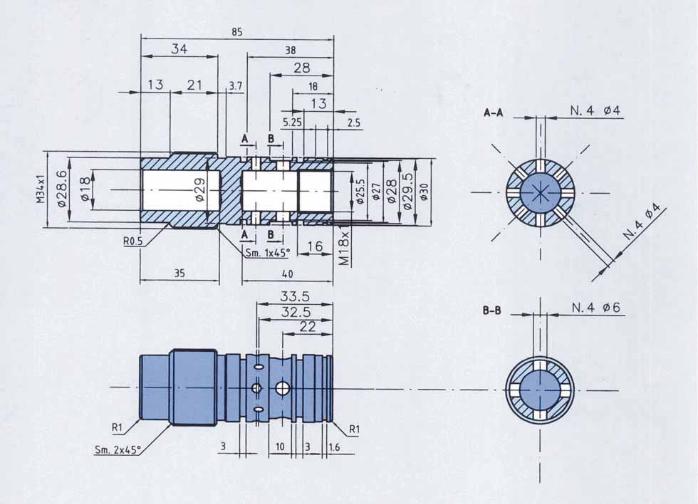
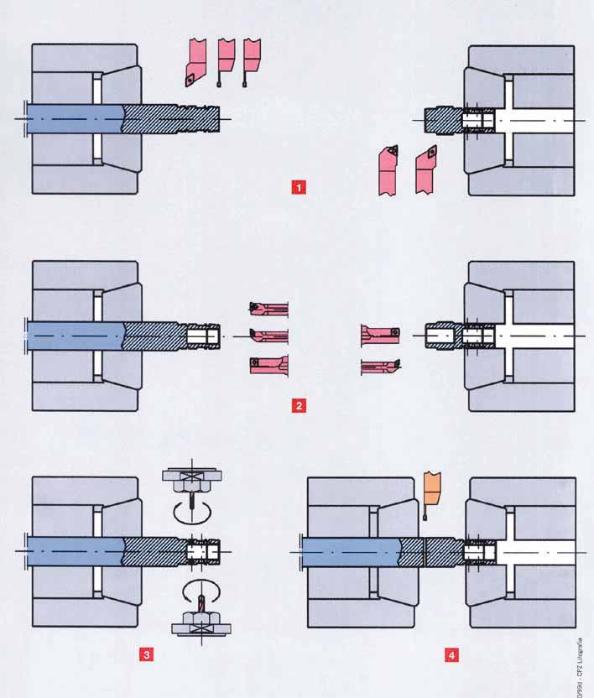
Bearbeitungsbeispiel Hydraukik-Kupplung
Fertigung auf Einspindler-Zentrum Bearbeitung auf der GP 50
- 2 Spannungen 2 Spannungen
- 1 manuelle Umspannung 1 rotierenderAbgriff
- 1 Bediener mannloser Betrieb
- 5,5 min Bearbeitungsdauer 3,2 min Bearbeitungsdauer
- 5,7 min Durchlaufzeit 3,2 min Durchlaufzeit
Ergebnis
Das Referenzwerkstück aus Automatenstahl – eine Kupplung für die Armaturen-Industrie – wurde von der Stange einbaufertig bearbeitet.
Die gegenüber dem Einspindler rund 40 % knappere Bearbeitungszeit resultiert aus der günstigeren Schnittaufteilung. Außerdem sind bei der GP 50 jeweils mehrere Tools an zwei Werkstücken im Eingriff.
Durch die automatische Übergabe zwischen den Spindeln steigt die Genauigkeit. Anders als beim Einspindler verbleiben auf der GP50 keine Abstechbutzen.
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}