
Präzisionswerkzeuge | Schruppzeit halbiert, Standzeit verdreifacht – dieses Ergebnis erzielte der Präzisionsteilehersteller Armbruster durch den Einsatz eines Tangentialfräsers von Horn.
Hubert Winkler
Die Armbruster GmbH in Steinach im Kinzigtal fertigt eine große Vielfalt an Präzisionsteilen. Dazu gehören medizinische Instrumente und Implantate ebenso wie Komponenten für die Messtechnik und die Luft- und Raumfahrt. Wer auf solch komplexe Produkte angewiesen ist, der braucht Zulieferer, auf die er sich verlassen kann. Das Gleiche gilt für den Hersteller solcher Teile in Bezug auf den Werkzeuglieferanten.
Erst vor 20 Jahren gegründet, weist Armbruster mit heute 65 Vollbeschäftigten und 20 Teilzeitkräften ein beachtliches Wachstum auf. Jedes Jahr wurden größere Summen in leistungsfähige Maschinen und Gebäude investiert. Der Maschinenpark ist modern und leistungsfähig und spiegelt die hohe Wertschöpfung im eigenen Haus sowie die Präzision der gefertigten Produkte wider. Die Werkstoffpalette mit 80 hochwertigen Materialsorten, darunter viele hochlegierte Edelstahlsorten, mehrere Titan-Sorten sowie 24 Sorten an Kunststoffen und Verbundwerkstoffen – von CFK bis zu faserverstärktem PEEK – sprechen für sich.
Schwerpunkt im Teilespektrum von Armbruster bilden mit einem Anteil von 60 bis 70 % Produkte für die Medizintechnik. Tobias Armbruster, der zusammen mit seinem Bruder Florian das Unternehmen als Geschäftsführer leitet, ist stolz auf seine außergewöhnliche Produktpalette. „Wir fertigen chirurgische Instrumente zur Behandlung von Knochenbrüchen, Hilfsmittel für Implantationen von Kniegelenken, Hüften, Schultern und Wirbelsäulen, dazu die Implantate für Knie, Hüfte, Schulter oder Wirbelsäule.“
Losgrößen zwischen 100 und 500 Stück
Nicht weniger aufwendig und präzise seien aber auch die Vorgaben für spezielle Industrieprodukte, etwa Komponenten für die Messtechnik oder die Luft- und Raumfahrt. Die Losgrößen bewegen sich zwischen 1 und 2000 Stück. Die gängigen Losgrößen bei Armbruster liegen zwischen 100 bis 500 Stück. Die Auftragsstatistik zeigt etwa 5000 ständig wiederkehrende Teile.
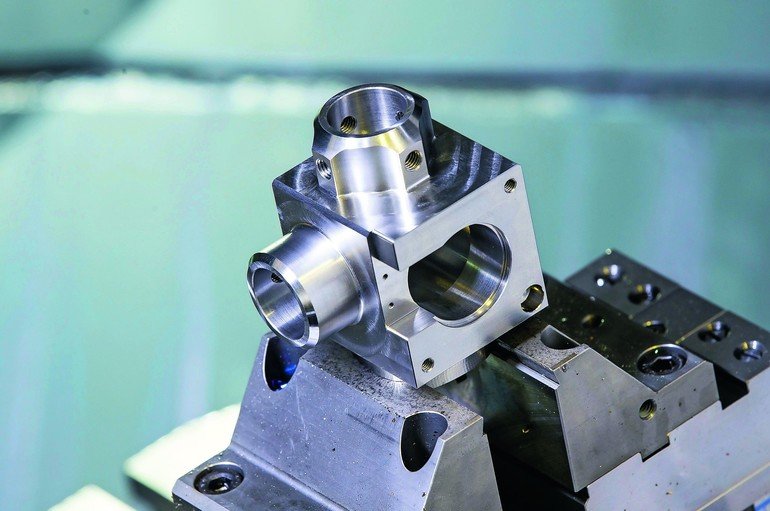
„Wir arbeiten mit hohem Automatisierungsgrad und sehr flexibel mit Nachtschicht und auch am Wochenende“, erzählt Zerspanungstechnologe Hubert Griesbaum. „Allein in den letzten sechs Wochen haben wir auf unseren Integrex Maschinen 180 verschiedene Teile durchgeschleust.“ Fünf-Seiten-Bearbeitung zieht sich durch die gesamte Fertigungspalette. „Wir haben dazu schon vor 20 Jahren eigens ein spezielles und sicheres Spannsystem entwickelt, das mit geringster Spannhöhe auskommt“, so Griesbaum. „Besonders bei Teilen mit hoher Bauhöhe und großem Kippmoment benötigen wir deshalb leicht schneidende Fräser.“ Die Anforderungen verdeutlicht er am Beispiel zweier Industrieteile – einem Gehäuse und einem Halter. Ersteres ist aus der zähen Stahlsorte X155CrVMo 12-1 gefertigt und äußerst schwierig zu zerspanen. Es ist der Zerspanungsklasse 2 zuzuordnen (1 = schlecht, 10 = gut). Das heißt, der Werkstoff ist extrem abrasiv und Freiflächen verschleißend. „Wegen den hohen Zerspanungskräften und der eigentlich filigranen Aufspannung hatten wir immer wieder Probleme.“
Das zweite Teil, der Halter aus 90MnCrV8, ist mit Zerspanungsklasse 5 weniger verschleißend, aber wegen seiner großen Bauhöhe und der flachen Einspannung mit großem Kippmoment schwierig zu bearbeiten. Hubert Griesbaum sagt: „Wir haben viele Versuche gemacht und jetzt fürs Schruppen das Werkzeug unserer Wahl gefunden: Den Fräsertyp 409 der Paul Horn GmbH, mit 50 mm Durchmesser und bestückt mit sieben Schneiden.“ Dieser leichtschneidende Tangentialfräser erzeuge mit seinen geringen Schnittkräften nur ein geringes Kippmoment auf das Werkstück. Gleichzeitig konnte die Schruppzeit bei 2,5- bis 3-facher Standzeit der Fräserschneiden halbiert werden. Eine erhebliche Zeit- und Kosteneinsparung.
Da Armbruster in der Regel nur kleine Stückzahlen fertigt, haben die Zerspanungsspezialisten in Steinach wenig Erfahrung mit sicheren Schnittwerten für jedes einzelne Teil. „Und da die Spannsituation überall gleich ist, fahren wir in den jeweiligen Werkstoffgruppen mit den gleichen Schnittwerten. Wir konnten damit unsere Prozesssicherheit erheblich anheben“, berichtet Griesbaum.
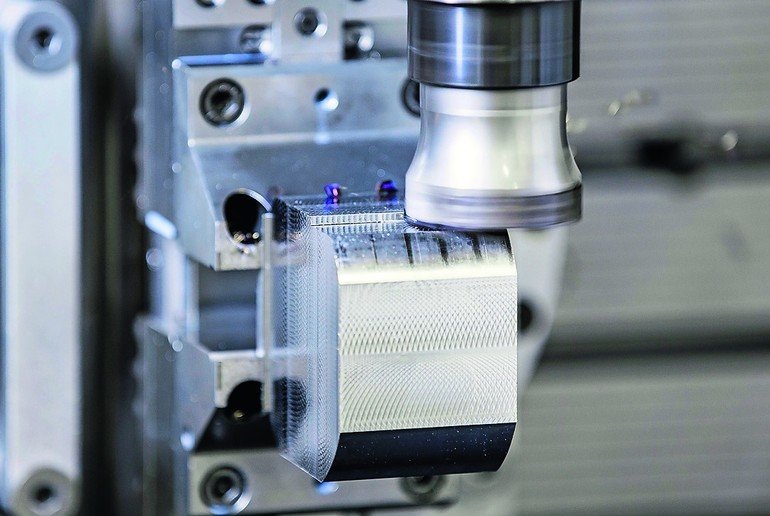
Die Vorzüge des Tangentialfrässystems Typ 409 erläutert Karl Schonhardt, zuständiger Außendienstmitarbeiter bei Horn: „Unser Fräsersystem M409 überzeugt durch seine Wendeschneidplatten in rhombischer Form. Die präzisionsgeschliffenen Platten erzielen höchste Genauigkeiten bei besten Oberflächengüten. Positiver Spanwinkel und positiver Axialwinkel sorgen für einen weichen Schnitt, die Nebenschneide mit integrierter Schleppfase erzeugt sehr gute Planoberflächen.“ Eine zusätzliche Freiflächenfase sorge für einen stabilen Keilwinkel und einen besonders ruhigen Fräsprozess. Die Fräser mit einem Eckenradius von 0,4, 0,8 oder 1,2 mm erzielen Schnitttiefen bis 9,3 mm und sind zum Fräsen von 45 °-, 60 °- oder 90°-Schultern geeignet.
Effektive Innenkühlung durch den Halter
Die Wendeschneidplatten aus der Hartmetallsorte AS4B, einem zähen Grundsubstrat, sind mit TiAlN beschichtet und erzielen hohe Standzeiten sowohl beim Schruppen als auch beim Schlichten. Unterstützt wird dies durch eine effektive Innenkühlung durch den Halter mit Kühlschmierstoff-Austritt in Richtung der Wirkstelle der Schneiden. „Eine über Spanformsimulation entwickelte Schneidengeometrie ermöglicht einen perfekten Spanablauf, zusätzlich angebrachte Vorsprünge am Schneidplattenumfang ergeben einen verbesserten Freiwinkel der einzelnen Nebenschneiden und zudem einen zusätzlichen planseitigen Schutz der dadurch zurückversetzten Hauptschneide“, erläutert Schonhardt.
Fachjournalist in Alling
Teilen:








{kind=link}