Langfaserverstärkte Kunststoffe ermöglichen das Herstellen von großflächigen Kunststoff-Formteilen mit hoher Festigkeit. Dafür braucht es keine teure Sondertechnik – umgerüstete Standard-Spritzgießmaschinen genügen.
Kunststoffteile werden schon lange aus faserverstärkten Thermoplasten gefertigt, um eine höhere Stabilität zu erreichen. Abhängig von Faserart, -länge und -einbindung lassen sich unterschiedliche Eigenschaftsniveaus erzielen. Bereits kurzfaserverstärkte Thermoplaste zeigen deutlich höhere Festigkeitswerte. So erhöht sich bei einem Anteil von 20 bis 30 Gewichtsprozent die Festigkeit um 100 bis 150 %, die Steifigkeit um 200 bis 300 %. Noch längere Fasern (bis 25 mm) können die mechanischen Eigenschaften des jeweiligen Matrixmaterials weiter verbessern.
Die wichtigsten Vorteile der Lang- gegenüber der Kurzfaserverstärkung sind
- verbesserte mechanische Eigenschaften,
- höhere Kerbschlagzähigkeit,
- verringerte Kriechneigung,
- sehr gute Beständigkeit bei erhöhter Temperatur in feucht-warmem Klima.
Darüber hinaus behalten langfaserverstärkte Thermoplaste (LFT) sowohl Biege-E-Modul als auch Schlagzähigkeit über größere Temperaturspannen bei als Kurzfaser-Kunststoffe.
Der Markt für LFT hat sich in den letzten Jahren rasant entwickelt und wird weiter wachsen. Wichtigstes Einsatzgebiet ist der Automobilsektor: Dort werden etwa 70 % der verarbeiteten Mengen eingesetzt, im Jahr 2005 allein in Europa etwa 83 000 t. Mengenmäßig entfallen etwa zwei Drittel auf die Produkte Frontend, Unterbodenverkleidung und Instrumententafel.
LFT-Formteile kann der Hersteller auf Pressen oder Spritzgießmaschinen produzieren und braucht dazu Halbzeug oder Granulat als Rohmaterial. Oder er wählt ein Direktverfahren, bei dem das Formteil aus den anfangs getrennten Ausgangsstoffen Thermoplast, Faser und Additiv(en) hergestellt wird. Doch dabei handelt sich um ein aufwendiges Kombi-Verfahren mit eingeschränkter Flexibilität: Hoher Invest, lange Abschreibungszeiten und umfassendes Bedien-Know-how sind nötig, wobei die Materialeigenschaften vor allem der Verarbeiter zu verantworten hat.
Bei kleinen bis mittleren Stückzahlen wird er sich deshalb für das Spritzgießen entscheiden: Geeignete Granulate stehen als fertiges Compound oder als Faser-Matrix-Konzentrat zur Verfügung. Hochgefüllte Compounds enthalten bis zu 60 % Faseranteil und können mit zusätzlichem Matrixmaterial abgeblendet werden. Dabei lässt sich der Faseranteil einfach variieren und mit ihm das Eigenschaftsprofil der Formteile individuell einstellen.
Spritzgießmaschinen-Hersteller Demag Plastics Group (DPG), Schwaig, untersuchte an einer Unterboden-Abdeckung die Einflussgrößen verschiedener LFT-Compounds beim Spritzprägen. Dabei werden die Werkzeughälften bis auf einen einstellbaren Spalt zusammengefahren und am Ende des Einspritzens der Schmelze unter Druck geschlossen. DPG setzte dabei umgerüstete Standard-Spritzgießmaschinen ein und wies nach, dass diese sich sehr gut zum Verarbeiten langfaserverstärkter Thermoplaste eignen:
- Sie kosten trotz Mehraufwendungen für das Umrüsten zur „LFT-Maschine“ nur die Hälfte oder sogar nur ein Drittel von Sondermaschinen für das Direktverfahren.
- In die Um- und Ausrüstung können Standardmaschinen auftragsbezogen eingeplant werden – unter anderem durch materialschonende Sonderplastifizierung und gravimetrisches Dosieren von LFT-Compounds und Matrixmaterial. Der Spritzpräge-Ablauf lässt sich in die Maschinensteuerung integrieren. Ein elektrischer Schneckenantrieb ist zu berücksichtigen, wenn bei vorgegebener geringer Schneckendrehzahl die Dosierzeit länger ist als die Formteil-Kühlzeit.
Eine längere, „sanftere“ LFT-Schnecke bereitet die Schmelze schonend auf und minimiert die unvermeidlichen Faserschädigungen. Ebenso wichtig sind möglichst niedrige Schneckendrehzahlen, geringer Staudruck, reduzierte Einspritzgeschwindigkeit und geringer oder gar kein Nachdruck.
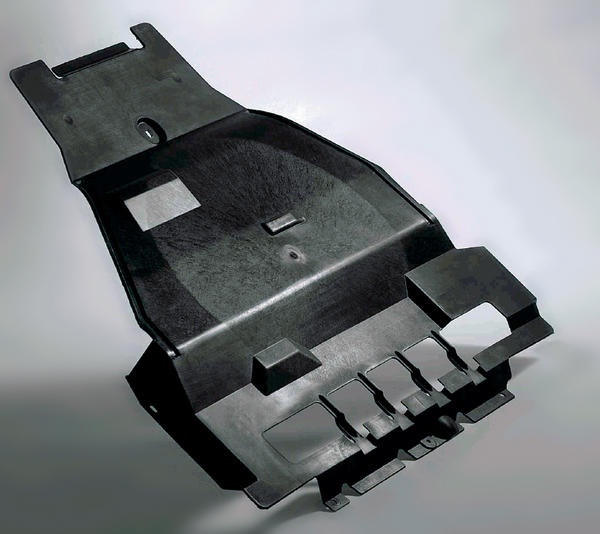
Unter diesen Bedingungen führte DPG eine Versuchsreihe auf einer für die LFT-Verarbeitung ausgerüsteten, vollhydraulischen Spritzgießmaschine Titan mit 11 000 kN Schließkraft durch. Hergestellt wurde eine Unterbodenabdeckung mit 1700 g Schussgewicht, 2,4 mm Wanddicke und einem maximalen Fließweg von 570 mm. Dabei zeigte sich, dass Formteile aus abgeblendetem Faser-Matrix-Konzentrat vergleichbare Werte bei Faserverteilung und -anteilen sowie bei den mechanischen Eigenschaften aufwiesen wie Fertigcompounds.
Für eine hohe Produktqualität unerlässlich ist die exakte Planung, Ausführung und Kontrolle des räumlichen Weges, den das LFT-Material bei einem Schuss zurücklegt: Vom Einfüllen in den Plastifizierzylinder und dem „sanften“ Aufschmelzen entlang der LFT-Schnecke, über den Angusskanal des Werkzeugs mit schonenden Verteiler-Geometrien bis zu den materialgerechten Nadelverschlüssen an der Kavität. Ebenso viel Sorgfalt geboten ist für das Einspritzen des Materials beim Spritzprägen in eine vorvergrößerte Kavität. Um Faserbrüche zu vermeiden, ist ein reduzierter Spritzdruck erforderlich sowie ein flächiges Pressen des Materials zum Fertigteil ohne Nachdruck.
Das Prägeverfahren bietet Vorteile aus qualitativer und verfahrenstechnischer Sicht. So ließ sich die Schlagzähigkeit um 10 bis 30 % gegenüber einem „ungeprägten“ Standard-LFT-Teil verbessern. Ganz wesentlich ist, dass das Prägen die Verzugsneigung der Formteile verringert. Bei der beschriebenen Unterboden-Abdeckung konnte sie im Mittel um 20 % reduziert werden – je nach Prozessbedingungen um 10 bis 40 %.
Der wirtschaftliche Vorteil des Spritzprägens betrifft vor allem die Maschinentechnik. Man benötigt geringere Spritzdrücke und somit geringere maximale Werkzeuginnendrücke, was sich günstig auf den Schließkraftbedarf auswirkt. Im Einzelfall kann die nächstkleinere Maschinengröße ausreichen. Bei den Untersuchungen verringerte sich der Werkzeuginnendruck im Mittel um 20 bis 35 %, teilweise sogar um bis zu 50 %.
Um diese Verbesserungen zu erreichen, muss die „kritische Faserlänge“ im Bauteil überschritten sein. Bei starker Belastung werden die Fasern dann nicht aus der Probe herausgezogen (wie bei Kurzfaser-Kunststoffen), sondern müssen aufgrund ihrer stärkeren Einbindung in die Matrix gebrochen werden. Da mehr Energie erforderlich ist, um ein Bauteil mechanisch zu zerstören, ist es also stabiler.
Eine wichtige Größe zur Beurteilung faserverstärkter Bauteile ist die Anisotropie der Formteileigenschaften längs und quer zur Fließrichtung. Angestrebt werden nicht mehr als 25 %. Dieser Wert wurde in den Versuchsreihen auch annähernd erreicht. Bei gepressten Bauteilen lassen sich solch günstigen Ergebnisse kaum erzielen.
Dipl.-Ing. André Lück Verfahrenstechnische Entwicklung bei der DPG Demag Ergotech GmbH, Schwaig
Spritzprägen kommt mit niedrigeren Innendrücken aus
Kosteneffizienz
Langfaser-Verstärkungen können die Festigkeit und Steifigkeit von Kunststoffteilen um ein Mehrfaches steigern. Damit wird die Herstellung von großen Formteilen wie Unterbodenverkleidungen oder Instrumententafeln möglich – aber eben auch von Teilen in kleineren Stückzahlen. Denn für das Spritzprägen braucht es keine teuren Sondermaschinen. Der Verarbeiter kann modifizierte Standard-Spritzgießmaschinen einsetzen.
Teilen:








{kind=link}