Das Vorwärmen der Fügeteile weitet den Einsatzbereich der mechanischen Verbindungstechniken auf Materialien aus, die nur begrenzt duktil sind.So können auch Werkstoffe wie Magnesium geclinchtwerden, die ein hohes Leichtbaupotential besitzen.
Professor Ortwin Hahn leitet das Laboratorium für Werkstoff- und Fügetechnik (LWF) der Universität-GH Paderborn, Dr. Jan R. Kurzok ist Oberingenieur des LWF Ein ausführliches Literaturverzeichnis kann über die Redaktion bezogen werden
Selbst Magnesiumlegierungen lassen sich clinchen, wenn die Fügeteile zuvor erwärmt werden. Dies hat eine Reihe von Untersuchungen am Laboratorium für Werkstoff- und Fügetechnik (LWF) der Universität-GH Paderborn gezeigt.
Bis heute können einige wichtige Konstruktionswerkstoffe nicht befriedigend durch mechanisches Fügen verbunden werden. Die Grenzen liegen dort, wo die benötigten Fügekräfte die Maximalkräfte in den Fertigungszellen überschreiten oder die Werkzeuge zu stark beanspruchen. Oft schränkt auch das geringe Umformvermögen der Fügeteile die Einsatzmöglichkeiten ein. Dies gilt vor allem für die Verfahren des Clinchens und Stanznietens, bei denen häufig ein Fügeteil partiell stark umgeformt wird. Betroffen sind unter anderem höher- und höchstfeste Stähle, Aluminiumgußwerkstoffe sowie Magnesiumlegierungen, die sich durch ein hohes Leichtbaupotential auszeichnen, aber nur eine geringe Bruchdehnung aufweisen können.
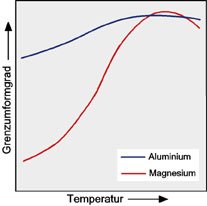
Die Vorerwärmung setzt bei den meisten Werkstoffen die Fügekräfte herab und erhöht deutlich das Umformvermögen. Magnesiumwerkstoffe bieten dafür ein gutes Beispiel. Bei dem größten Teil der Leichtmetall-Legierungen ist das Clinchen bei Raumtemperatur nur sehr schwer möglich. Durch die geringe Bruchdehnung reißt der Fügeteil-Werkstoff im Hals- und Bodenbereich des Clinchelementes. Ohne Modifikation erzielen daher die am Markt erhältlichen Clinchsysteme keine tragfähigen Verbindungen.
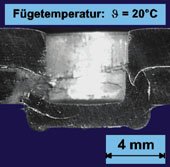
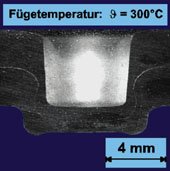
Die am LWF durchgeführten Versuche mit vorgewärmten Fügeteilen und -werkzeugen führen zu wesentlich besseren Ergebnissen. Am deutlichsten wird dies bei optischer Betrachtung der geclinchten Verbindungen (siehe Schliffbilder). Das Clinchelement, das bei Raumtemperatur gefertigt wurde, weist im Halsbereich erhebliche Risse auf. Im Schliffbild des Fügeelements sind sie klar zu erkennen: Der Halsbereich ist vollständig durch-trennt, so daß die Verbindung keine Tragfähigkeit besitzt. Im Bodenbereich liegen sowohl Risse als auch Ausbrüche vor. Im Gegensatz dazu weist das rechte Clinchelement, das bei einer Fügeteiltemperatur von 300 °C gefertigt wurde, keine Risse auf. Es besitzt einen guten Hinterschnitt und eine ausreichende Halsdicke.
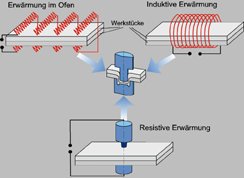
Die beispielhaft gezeigten Ergebnisse stammen aus Untersuchungen, bei denen die Magnesiumlegierung AM50 geclincht wurde. Dabei kam ein einstufiges Clinchsystem mit einteiliger Matrize zum Einsatz (Tox-Rundpunkt). In mehreren Versuchsreihen wurden die Fügeteile unterschiedlich stark auf Temperaturen zwischen 100 °C und 300 °C erwärmt. Die Fügewerkzeuge erhielten ebenfalls eine höhere Temperatur. Der Stempel wurde auf 130 °C und die Matrize auf 100 °C vorgewärmt. Dies geschieht in einem Ofen oder beim lokalen Erwärmen durch Systeme, die in die Fügevorrichtung integriert sind. Erste Untersuchungen belegen, daß sich sowohl die Widerstandserwärmung als auch induktive Systeme dafür eignen.
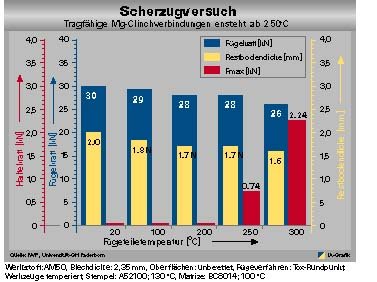
Der Einfluß der Fügeteiltemperatur zeigt sich auch schon bei der Prozeßanalyse des Clinchprozesses. Mit steigender Temperatur werden kleinere Fügekräfte benötigt, um niedrigere Restbodendicken zu erreichen. Das Warmfügen ermöglicht überhaupt erst Restbodendicken, die zu einem Hinterschnitt und damit zu einer tragfähigen Clinchverbindung führen.
Um das Tragverhaltens der Verbindungen zu untersuchen, wurden die Proben in Scherzugversuchen geprüft. Die Tests lehnten sich an DIN 50124 an, in der die Prüfbedingungen für Widerstands-Punktschweißverbindungen festgelegt sind. Die experimentellen Untersuchungen bestätigen den optischen Eindruck: Alle Verbindungen, die bei Fügeteiltemperaturen bis 200 °C erstellt wurden, wiesen keine nennenswerte Tragfähigkeit auf. Die Scherzugproben, bei denen die Fügeteile auf 250 °C erwärmt waren, erreichten im Zugversuch eine Maximalkraft von 750N und eine Arbeitsaufnahme von 0,17J – und damit ein vergleichsweise schlechtes Tragverhalten. Der Grund liegt darin, daß beim Clinchen ebenfalls Anrisse im Halsbereich der Fügeelemente auftraten.
Anrißfreie Fügeelemente stellten sich bei Fügeteiltemperaturen ab 300 °C ein. Bei diesen Scherzugproben wurden Maximalkräfte von 2240N und eine Arbeitsaufnahme von 0,82J im Zugversuch gemessen.
Ähnlich positive Effekte wie beim Clinchen von Magnesium mit zusätzlich eingebrachter Wärme zeigen sich auch beim Stanznieten. Durch das Vorwärmen können die Verfahrensgrenzen der mechanischen Verbindungstechniken ausgeweitet werden. Interessant ist dies nicht nur für die betrachteten Magnesiumlegierungen, sondern zum Beispiel auch für einige säure- und korrosionsbeständige Stahllegierungen.
Weitere Arbeiten beschäftigen sich mit dem mechanischen Fügen von unterschiedlichen Werkstoffen und deren Kombinationen. Sie untersuchen, welches Potential sich durch das Vorerwärmen vor oder während des Umformprozesses eröffnet. Außerdem werden Lösungsansätze entwickelt, um die Wärme innerhalb der Fügeeinrichtung prozeßverträglich in die Fügeteile einzubringen.
Diese Untersuchungen sind notwendig, weil die Anforderungen an die Fügetechnik durch das breiter werdende Werkstoffspektrum ansteigen. In Leichtbaukonstruktionen kommen neben Stahl und Aluminium zunehmend Kunststoffe und Magnesium zum Einsatz. Grundsätzlich eignen sich die verfügbaren mechanischen Fügetechniken und das Kleben gut für diese Werkstoffe und die angestrebten Mischbauweisen. Einige der marktüblichen Systeme setzen jedoch eine gewisse Duktilität der Fügeteile voraus. Beim Stanznieten mit Halbhohlniet muß vor allem das matrizenseitige Fügeteil umformbar sein. Das Clinchen hingegen setzt in der Regel eine gute Umformbarkeit von beiden Fügeteilen voraus, wobei an das stempelseitige Fügeteil besonders hohe Anforderungen gestellt werden.
Mit den marktgängigen Systemen läßt sich zur Zeit noch kein befriedigendes Tragverhalten erzielen. Die Erwärmung der Fügeteile ist jedoch ein erfolgversprechender Lösungsansatz, wie sich am Beispiel der geclinchten Magnesium-Fügeteile zeigte: Das Verfahren führt zu einem befriedigenden Tragverhalten der Verbindungen.
Teilen:








{kind=link}