

Das Gleiche ist nicht zwingend dasselbe: Zwar folgen Werkzeuge für die Mikrozerspanung den gleichen Regeln wie Tools im Standardformat und auf der Ebene der Körpererfahrung. Weil die Parameter jedoch verzerrt sind, erfordern sie mehr Entwicklungsarbeit.
Philip Kahnis und Wolfgang Koehler sind wissenschaftliche Mitarbeiter am Institut für spanende Fertigung (ISF) der Universität Dortmund
Der Trend zur Miniaturisierung nimmt zu. Ihre Laborphase hat die Mikrotechnik längst hinter sich. Dadurch gewinnen wirtschaftliche Aspekte in der Bauteilfertigung immer größere Bedeutung. Für die Herstellung größerer Stückzahlen solcher Werkstücke eignen sich insbesondere abformende Verfahren wie etwa das Spritzgießen. Die hierfür erforderlichen Formeinsätze werden entweder über galvanische Techniken wie Liga oder abtragende Verfahren wie dem Erodieren und Lasercaving hergestellt. Auf Grund der erzielbaren höheren Oberflächenqualität wird vor allem jedoch das Mikrofräsen eingesetzt.
Wirtschaftlichkeit, Sicherheit und die Qualität der Ergebnisse bestimmen hier wie in jedem anderen Bereich der Fertigung den Prozess. Die Werkzeugmaschine, das zu bearbeitende Material, die Strategie und das verwendete Zerspanungswerkzeug haben dabei den Haupteinfluss. Für die Mikrobearbeitung gilt dabei zunächst das Gleiche wie für die Fertigung großer Teile: Hohe Werkzeugkosten und eine unzureichende Qualität – letztere bestimmt durch mangelnde Prozesssicherheit – bringen zwangsläufig wirtschaftliche Nachteile.
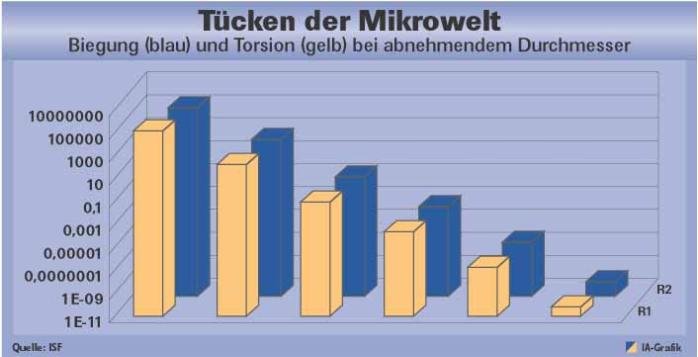
Aber mehr noch: Die aus dem Makro-Werkzeug- und Formenbau bekannten Probleme verschärfen sich bei der Miniaturisierung. So wächst die von der Steifigkeit abhängende Werkzeugabdrängung bei kleinen Fräserdurchmessern gewaltig. Der Grund dafür ist das mit abnehmendem Durchmesser kubisch zunehmende Widerstandsmoment.
Auch der Einfluss der Geometrie und des Verschleißverhalten der Tools auf den Zerspanprozess lässt sich nicht linear übertragen. Dies ist bedingt durch Wechselwirkungen zwischen Werkzeug und Werkstoff. Wird das zu bearbeitende Material bei der Mikrozerspanung nicht mitskaliert, entsteht ein völlig veränderter Spanprozess, bei dem die Korngrößen und -grenzen sowie die Legierungselemente das Werkzeugverhalten anders beeinflussen als beim Makro-Prozess. Beispielsweise sorgt zu groß gewählte Verrundung der Schneidkanten für veränderte Reibungsverhältnisse an der Schneide und damit eine ungünstigere Spanbildung. Im Hinblick auf die geringen Spanstärken beim Mikro-Fräsen kommt es darüber hinaus zum so genannten „Ploughing Process“, bei dem der Span unter dem Werkzeug durchgedrückt und das Material damit umgepflügt wird, anstatt es spanend abzutragen. Zusätzlich ist auch die durch auftretenden Werkzeugverschleiß bewirkte Vergrößerung des Schneidkantenradius nicht vernachlässigbar. Rasterelektronen-mikroskopische Aufnahmen von Kugelfräsern vor und nach der Bearbeitung zeigen dies deutlich.
Bei der Zerspanung von hochlegiertem gehärteten Stahl, wie er für verschleißfeste Umformwerkzeuge benötigt wird, werden in der Regel Werkzeuge aus Ultrafeinstkorn-Hartmetall eingesetzt. Sie basieren auf Wolframkarbid und Kobalt. Zusätzlich aufgebrachte Beschichtungen sollen die Reibung zwischen Span und Werkzeug verringern und so verschleißmindernd wirken. Dabei ist die Dicke der Beschichtung von entscheidender Bedeutung: Einerseits sollte sie ausreichend groß sein, um eine möglichst hohe Verschleißbeständigkeit zu erreichen. Sie darf andererseits durch ihre Dicke keine zusätzliche Kantenverrundung in das Werkzeug einbringen.
Stark vergrößerte Aufnahmen von Mikro-Fräsern machen die vorhandenen Schneidkantenradien sichtbar. Der schleifenden Bearbeitung der Werkzeuggeometrie sind bei diesen Größenverhältnissen Grenzen gesetzt, die im Größenbereich der Korngrößen liegen. Der während der Bearbeitung von Werkzeugstahl 1.2344 aufgetretene Verschleiß ist enorm. Durch die Verwendung von monokristallinem Diamant (MKD) als Schneidstoff lassen sich extrem scharfe, de facto schartenfreie Schneiden mit sehr geringer Kantenverrundung herstellen. Auf Grund der hohen Affinität des Kohlenstoffs zum Eisen ist der Einsatz von MKD bisher auf die Bearbeitung von Nichteisen-Metallen beschränkt. Durch eine ultraschallunterstützte Anregung der Schneide konnte bei der Drehbearbeitung eine Reduzierung der Schneidentemperatur und damit auch der Diffusionsvorgänge erreicht werden, so dass der chemisch bedingte Verschleiß bei der Stahlbearbeitung verringert wird. Allerdings wurden für die Fräsbearbeitung mit diesem Prinzip noch keine Erfolge erzielt.
Ohne ganzheitliche Denke kein geldwerter Nutzen
In der Makro-Fräsbearbeitung eingesetzte adaptive Simulationen dienen der Verbesserung der Prozesssicherheit, Qualität und Wirtschaftlichkeit. Sie sollen Oberflächenqualität und Maßhaltigkeit erhöhen sowie dem Verschleiß und Bruch der Werkzeuge vorbeugen. Allerdings muss man die Berechnungen dem Mikrofräsprozess mit seinen speziellen Problemen anpassen. Das Potenzial solcher Simulationen liegt in der genauen Berechnung des momentanen Spanvolumens, die zur Optimierung der Fräsbahnen genutzt wird. Bestehende Fräsbahnen lassen sich dadurch an dem speziellen Fall ausrichten. Die Möglichkeiten reichen hier von einer reinen Vorschubanpassung für kritische Bereiche, die durch die Simulation festgestellt worden sind, bis hin zu Fräsbahnverzerrungen, mit denen Werkzeugabdrängungen kompensiert werden.
Frässimulationen können der jeweiligen Bearbeitung und Werkstoff- Werkzeug-Kombination angepasst werden, denn hinter jeder Berechnung der Zerspankräfte müssen umfangreiche Versuche zur Kraftermittlung und zum Fräserverhalten stehen. Problemstellungen wie diese machen deutlich, dass Simulationen aus dem Makrofräsen sich nicht ohne Weiteres auf die Mikrozerspanung übertragen lassen. Es gilt daher, die Nichtlinearitäts-Grenze zu finden. Sie zeigt auftretende Größeneffekte, hilft sie zu analysieren und den Prozess darauf abzustimmen.
Die Simulationen sind mittels Experimenten für die speziellen Anforderungen der Mikrobearbeitung zu qualifizieren. Ist dies erfolgt, kann mit Hilfe solch einer Simulation der Mikro-Fräsprozess deutlich prozesssicherer gestaltet werden. Darüber hinaus kann eine Anpassung von neuen Technologien, wie etwa das 5-Achsen-Fräsen, an die Mikrobearbeitung zusätzliche Verbesserungen hinsichtlich des Einsatzbereiches sowie der Bearbeitungsgeschwindigkeit und -qualität bringen.
Akzeptable Ergebnisse in der Maßhaltigkeit und Oberflächengüte – insbesondere bei der Fertigung von komplexen, dreidimensionalen Strukturen – lassen sich nur unter Berücksichtigung und Kompensation der beschriebenen Problematiken erzielen. Frässimulation, Bahnanpassung und Konturverzerrung spielen dabei ebenso eine Rolle wie die Auswahl von Werkzeug, Maschine und Strategie. Um das Potenzial der Mikrozerspanung voll auszuschöpfen und für den Werkzeug- und Formenbau miniaturisierter Teile zu qualifizieren, ist eine ganzheitliche Betrachtung der Prozesse notwendig.
Unsere Webinar-Empfehlung

XR-Lösungen als sinnvolles Werkzeug im Service. Komplexität reduzieren und Wissen einfacher sowie verständlich zur richtigen Zeit, am richtigen Ort, im richtigen Format ausspielen.
Teilen:








{kind=link}