
Hohe Prozesssicherheit, Verbindungsqualität und Wirtschaftlichkeit verspricht das neue Widerstands-Punktschweißverfahren DeltaSpot von Fronius. Und dies sowohl beim Fügen von Stahl und Aluminium als auch bei Misch- und Mehrfach-Verbindungen.
Automobilhersteller, -zulieferer und Blechverarbeiter haben das neue Widerstands-Punktschweißverfahren DeltaSpot der Fronius International GmbH, Wels/Österreich, für unterschiedliche Praxisanwendungen getestet: Fügen von Aluminium, hoch- mit niedriglegierten Stählen, unterschiedlich organisch und anorganisch beschichteten Stählen sowie Sichtverbindungen ohne Nacharbeit. Getestet wurde das Verfahren auch bei automatisch unterbrechungsfreiem Betrieb während einer Schicht oder einfach nur dort, wo das herkömmliche Widerstands-Punktschweißen bisher technisch, qualitativ oder wirtschaftlich Probleme mit sich brachte.
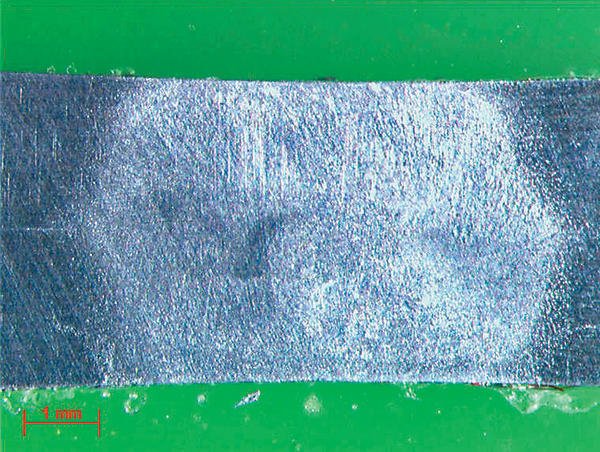
Verglichen mit dem funkensprühenden konventionellen Punktschweißen, fällt der spritzerfreie Schweißprozess auf. Er vermeidet sowohl kosten- und zeitaufwendige Nacharbeit am Produkt sowie Reinigungsarbeiten am System und in dessen Umgebung. Die Oberfläche der Schweißpunkte ist so gleichmäßig und sauber, dass die industriellen Abnehmer Sichtverbindungen ohne Schleifarbeiten zulassen. Dies unterstützt auch die 100%ige Reproduzierbarkeit der konstanten Qualität.
Maßgeblichen Anteil an der Realisierung der Vorteile hat das innovative System der umlaufenden metallenen Prozessbänder: Damit stehen neben den Prozessparametern Stromstärke, Anpresskraft und Zeit jetzt zusätzlich deren Materialien und ihre physikalischen Eigenschaften zur Verfügung. Die Bänder sind auf die jeweiligen Materialeigenschaften von Elektrode und Blech ausgelegt. Zum Schweißen von Aluminium, etwa, bestehen sie aus beschichtetem Stahl.
Einen entscheidenden Effekt erzielt das Einbringen von Prozesswärme über den elektrischen Widerstand der Prozessbänder. Dies reduziert den Strombedarf und vermeidet den Nebenschlusseffekt. Wesentlich ist aber die Steuerbarkeit dieses Prozesses. Sie erlaubt es, die Position und Ausbildung/Form der Schweißlinse gezielt zu beeinflussen. So lassen sich prozesssicher unterschiedliche Materialarten und Blechdicken verbinden oder Mehrblechverbindungen herstellen.
Die zusätzliche Prozesswärme aus den Materialwiderständen der Prozessbänder erfordert geringere Schweißströme. Dies bringt den Vorteil, dass zum Verschweißen der gleichen Materialpaarung ein kleinerer Trafo genügt. Kombiniert mit den Gewichtsvorteilen von teilweise Stahl- statt Kupferteilen, ist die Schweißzange 10 bis 15 % leichter als konventionelle Modelle. Daher reduziert sich die effektive Roboterarmbelastung zum Beispiel von 180 auf 150 kg. Dies senkt die Investitionskosten für die Roboter.
Ganz neue Perspektiven eröffnet das Prozessband als Dokumentationsmedium: Jeder Schweißpunkt erzeugt auf dem Band eine Kontaktfläche. Dieser „Fingerabdruck“ gibt Aufschluss über den abgelaufenen Arbeitsprozess. Bilderfassungssysteme können ihn detektieren, und Analysesysteme mit Bildverarbeitungssoftware können ihn auswerten. So lassen sich die Schweißpunkte zu 100 % erfassen und kontrollieren. Dies erfüllt eine Qualitätssicherung, wie sie besonders von der Automobilindustrie gewünscht ist.
Das herkömmliche Widerstands-Punktschweißen stößt besonders beim Fügen von Aluminium an seine Grenzen: Bei entsprechenden Qualitätsansprüchen müssen nach jeweils 20 bis 30 Schweißpunkten die Elektroden wieder gefräst werden. Bei geringen Ansprüchen nach rund 100 Punkten. Dies trifft in der Praxis jedoch selten zu. Dagegen schaffen die Elektroden bei DeltaSpot rund 30 000 Punkte, bevor eine Nacharbeit erforderlich wird.
Ein Prozessband, das den Kontakt zwischen Elektrode und zu verbindendem Blech herstellt, erreicht eine Lebensdauer von etwa 7000 Schweißpunkten. Bei geringeren Ansprüchen kann die Schweißzange bis zu drei Punkte an ein und der selben Position des Prozessbandes setzen. Dem entsprechen über 20 000 Schweißpunkte. Anschließend muss lediglich das Band gewechselt werden. Dem aufwendigen Elektrodenfräsen im durchschnittlichen 25er-Takt beim konventionellen Verfahren steht folglich mindestens ein 7000er-Takt bei DeltaSpot gegenüber – ein rechnerisches Verhältnis von 1 : 280!
Dank flexibel und universell steuerbarer Prozessparameter ist DeltaSpot zum Schweißen unterschiedlicher Stahlbleche geeignet. Verzinkte oder organisch beschichtete Stähle lassen sich ebenso fügen wie einfache aus hochfesten Stählen. Gleiches gilt für CrNi-Stähle oder Usibor. Speziell beim Fügen unterschiedlicher Stahlsorten mit verschiedenen Widerständen und Blechdicken ergeben sich neue Möglichkeiten. Unterschiedliche Prozessbänder erlauben aktive Eingriffe in den Wärmehaushalt des Schweißprozesses. Das Verfahren eignet sich neben dem Automobilbereich besonders für den Anlagen-, Maschinen-, Behälter- und Stahlbau sowie für die Fertigung von Hausgeräten, Schaltschränken und Flugzeugteilen.
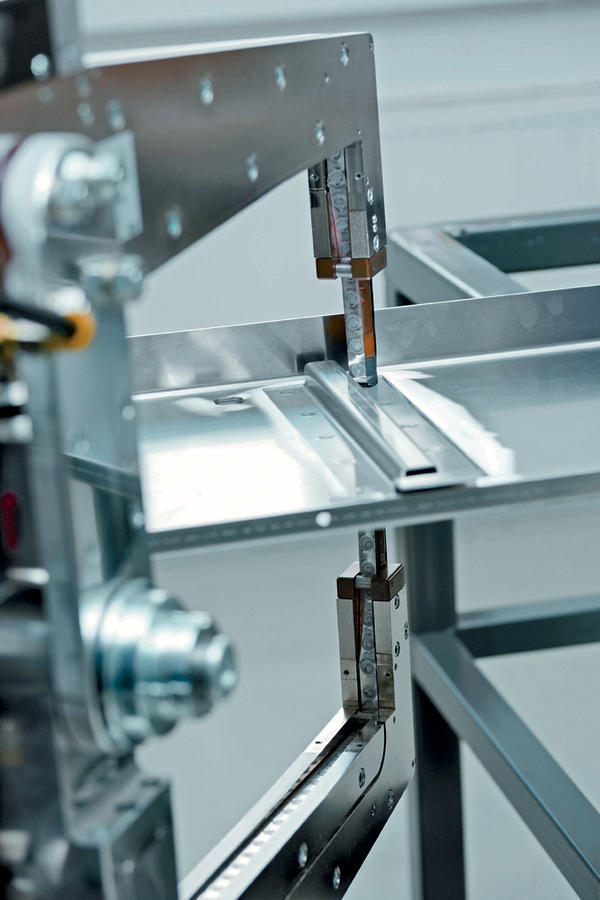
Erste mittels DeltaSpot gefügte Baugruppen liefert der österreichische Systemlieferant Gebrüder Bach GmbH, Wien. Die „am laufenden Band gepunkteten“ Serienteile sind für die Metro in Oslo bestimmt. Zwei je 2 mm dicke Bleche aus AlMg3 verbindet das Unternehmen mit Schweißpunkten von 7 mm Durchmesser. Rund 120 solcher Punkte setzen die Blech-Präzisionsverarbeiter an einem Satz von vier Türen. Diese verschließen die Elektronikschränke in den beiden Fahrstandtrennwänden von 61 Zügen. „Unser Auftraggeber hat die Konstruktion und als Fügeverfahren das Widerstands-Punktschweißen vorgegeben. Hier hilft uns Fronius mit seinem neuen Verfahren entscheidend. Das Unternehmen war der einzige Anbieter, der uns eine praktikable Lösung offerierte“, bestätigt Andreas Tasler, Projektleiter bei Gebrüder Bach.
Gerd Trommer Fachjournalist in Gernsheim
Teilen:








{kind=link}