



Das Fügen von Alu-Schaum mit seiner normalerweise ungleichmäßigen Porenstruktur ist eine große Herausforderung. Dennoch gibt es etliche Lösungen: Blind- oder Stanznieten, Kleben, Einfügen eines Inserts oder Befestigen eines Klebebolzens.
Dipl.-Ing. Torsten Draht ist Projekt-manager Forschung und Entwicklung bei der Wilhelm Böllhoff GmbH & Co. KG in Bielefeld
Zellulare metallische Werkstoffe werden ständig weiterentwickelt. Ein wichtiges Ziel ist, eine möglichst gleichmäßige oder gar gerichtete Porenstruktur zu realisieren, um den Konstruktionswerkstoff kalkulierbar und reproduzierbar zur Verfügung zu haben. Davon hängen natürlich stark die Möglichkeiten der Fügetechnik ab. Daher lohnt sich zunächst ein Blick auf den Stand der Technik der Metallschaumfertigung: Ein Grundprinzip ist, Metallpulver mit einem Treibmittel zu vermischen und in einer Form unter Wärmezufuhr zu einem Halbzeug zu verarbeiten. Daneben wird noch an anderen Ansätzen geforscht. Zum Beispiel lassen sich kleinste Schaumkügelchen verkleben und so zu Schaumbauteilen mit nahezu beliebigen Geometrien und gut kalkulierbaren Eigenschaften verarbeiten. Darüber hinaus können Metallschäume mit sehr kleinen und gleichmäßigen Poren durch Metal Injection Moulding (MIM) erzeugt werden.
Schaumbauteile, die künftig in der Fahrzeugkarosserie oder anderswo Verwendung finden, werden ähnlich gestaltet sein wie Leichtbaupaneele im Flugzeugbau: Die Konstrukteure führen sie zum größten Teil als Sandwiches aus, beplankt mit Deckblechen. Um diese Bauteile in eine Struktur einzubinden, sind verschiedene Fügeverfahren prinzipiell geeignet. Dabei ist zunächst zu unterscheiden, ob das Schaumbauteil direkt an einer Struktur befestigt werden soll, oder ob Befestigungspunkte für spätere Fügeoperationen anzubringen sind.
Beim Anbringen von Befestigungspunkten ist es ratsam, möglichst beide Decklagen in den Kraftfluss einzubinden, um hohe Verbindungsfestigkeiten zu erreichen. Dies lässt sich unter anderem mit Blindnietmuttern Rivkle der Böllhoff GmbH, Bielefeld, erreichen. Sie werden in eine zuvor in das Sandwich eingebrachte Durchgangsbohrung gesetzt und wirken über Form- und Kraftschluss. Allerdings binden solche Standardblindnietmuttern nur eine Lage des Sandwiches in den Kraftfluss ein. Das ist von Nachteil, wenngleich sich die Niethülse bei Scherzugbelastung im Schaum abstützt und so eine festigkeitssteigernde Wirkung erzielt. Darum hat Böllhoff für diesen Anwendungsfall eigens eine Rivkle-Sonderblindnietmutter entwickelt, die über einen Bund auch die Gegenlage in den Kraftfluss einbezieht. Während des Setzvorgangs setzt sie den Werkstoff unter Spannung und führt dadurch zu einer signifikant erhöhten Verbindungsfestigkeit und -steifigkeit (siehe Bild links).
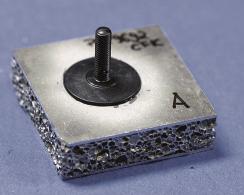
Soll aus optischen oder funktionstechnischen Gründen eine Durchgangsbohrung vermieden werden, bieten sich die Inserttechniken an, die Böllhoff und das Schweizer Partnerunternehmen Icotec AG, Altstätten, anbieten. Inserts werden in entsprechend vorbereitete Sacklöcher eingeklebt und stellen dann stoffschlüssig wirkende Anbindungspunkte für spätere Fügeoperation dar. Ist aus werkstoff- oder funktionstechnischen Gründen auch keine Decklage mit Bohrung erwünscht, lässt sich ein Klebebolzen ansetzen. Über die Kontaktfläche wird er durch Kleben stoffschlüssig mit dem Deckblech verbunden.
Das Kleben eignet sich auch zum direkten Befestigen von Schaumbauteilen an Strukturbauteilen. Ein Beispiel ist das Einbinden von Alu-Schaum in ein Kastenprofil, um knickgefährdete Bereiche zu verstärken. Dabei kann es nötig werden, die Bauteile bis zur vollständigen Klebstoffaushärtung mit Schrauben zu fixieren.
Das Stanznieten mit Halbhohlstanzniet lässt sich verwenden, um Schaumbauteile hochfest mit einer Struktur zu verbinden – insbesondere an den Rändern der Struktur. Voraussetzung dafür ist, dass der Schaum vor dem Verbinden an der Fügestelle stark verpresst wird. Beide Fügerichtungen sind möglich, wobei – wie beim Stanznieten üblich – die Fügerichtung dünn in dick für höhere Festigkeiten sorgt.
Die Fügetechnik übernimmt eine Schlüsselfunktion für die Produktentwicklung, wenn Metallschäume künftig vermehrt eingesetzt werden. Die hier aufgezeigten Technologien können dazu einen wesentlichen Beitrag leisten. Als Dienstleister für Fügetechnik ist Böllhoff mit vielfältigen eigenen Technologien am Markt vertreten, die kontinuierlich weiterentwickelt werden. In Bielefeld werden auch Methoden für das wärmearme Verbinden zellularer metallischer Werkstoffe entwickelt, um die herausragenden Eigenschaften von Metallschaum-Bauteilen nutzbar zu machen.
Schäume lassen sich auch stanznieten
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}