


Formenbau | Lediglich einen schnelleren Fräser fürs Schlichten wollte Koller anschaffen. Letztlich prüften die Formenbauer aber zusammen mit den Fräsexperten von MMC Hitachi die gesamte Prozesskette. Das Ergebnis: Um 30 % kürzere Durchlaufzeiten.
Theo Drechsel
Koller Formenbau hat sich als Zulieferer der Automobilindustrie vom Formenbau über komplexe Spritzgusswerkzeuge bis hin zu Leichtbau-Systemen einen Namen gemacht. Das Leistungsspektrum umfasst die Entwicklung und Fertigung von Spritz- und Presswerkzeugen, PUR-Waben-Sandwichplatten, einbaufertige Komponenten sowie Systeme und Spritzgussteile in Klein- und Großserie. Zu den Spezialitäten des Familienunternehmens gehören große Formen bis 92 t in höchster Präzision – zum Teil auch mit feinsten Details, die mit Fräsern der Epoch Deep Reihe (EPDB) mit 0,1 mm Radius erzeugt werden. Die Produkte werden nicht nur exakt auf die spezifischen Kundenanforderungen abgestimmt, sie unterliegen zudem strengen Qualitätsmaßstäben und -kontrollen. Zu den Referenzkunden von Koller zählen nahezu alle europäischen Automobilhersteller.
Als Zulieferer der Automotive-Branche stehen die Bayern jedoch in einem knallharten weltweiten Wettbewerb. Um sich in diesem Feld zu behaupten, müssen Prozesse ständig weiter optimiert und Kosten reduziert werden. Das gilt auch für die eingesetzten Zerspanungswerkzeuge. Dabei liegt der Fokus der Anwender häufig allein auf dem Preis. Nicht berücksichtigt werden oft Standzeit, Schnittdaten und ähnliches. Allerdings wird mit dieser Einstellung wertvolles Potenzial verschenkt. Denn wer prüft, ob sich die höheren Beschaffungskosten eines leistungsfähigeren Werkzeugs rechnen, ist häufig überrascht, wie viel hier möglich ist. Man muss es aber sauber durchkalkulieren.
An diesem Punkt kommt MMC Hitachi Tool ins Spiel. Denn ein größerer Auftrag zeigte Koller die Grenzen der Zerspanungskapazitäten auf. Als Engpass wurde der Schlichtprozess identifiziert. Der limitierende Faktor war letztlich das Fräswerkzeug – der Kugelfräser konnte nicht prozesssicher mit so progressiven Parametern gefahren werden, wie es der Formenbauer gern gehabt hätte.
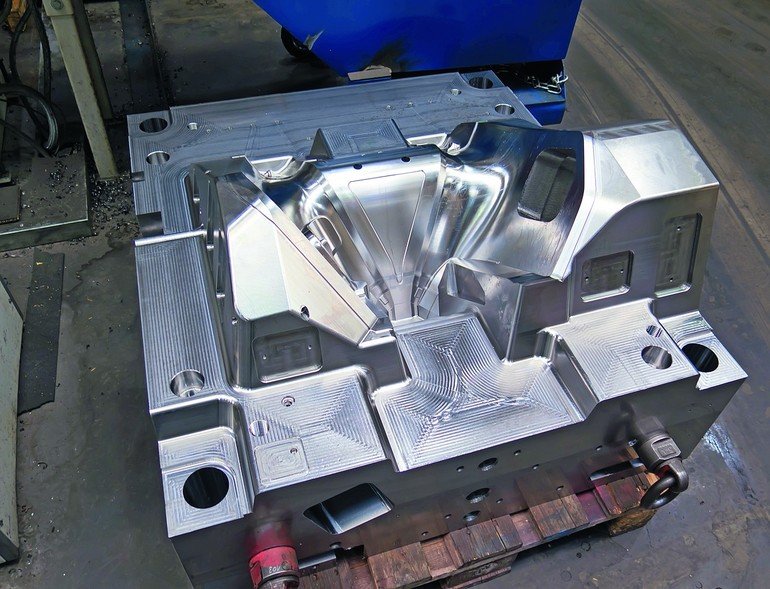
Um das bestmögliche Ergebnis zu erreichen, kam der gesamte Fräsprozess auf den Prüfstand
Und selbst beim Bearbeiten mit langsamen, sicheren Werten reichte die Standzeit nicht aus – die Zerspaner hatten jeweils mindestens einen Werkzeugwechsel am Werkstück, der auf der gefrästen Oberfläche unvermeidlich Spuren hinterlässt. „Gefragt war also ein Kugelfräser, der ein schnelleres Schlichten ermöglicht und dabei prozesssicher mindestens ein Werkstück ohne Wechsel bearbeiten kann. Beim Stichwort Prozesssicherheit wurde im Gespräch mit Kollegen aus anderen Werkzeugbauten immer wieder MMC Hitachi genannt“, blickt Markus Ferstl, Leiter der Fräserei von Koller, zurück. „Wir nahmen Kontakt auf und machten erste Versuche mit den Fräsern des japanischen Herstellers. Mit Erfolg – die Fräser konnten die Möglichkeiten der Maschinen deutlich besser nutzen, die Schlichtbearbeitung wurde schneller, die Prozesssicherheit verbesserte sich, und auch die Standzeit stieg deutlich.“
Eigentlich ein Grund, den Prozess genauso umzusetzen und sich zufrieden zurückzulehnen. Wenn da nicht die Experten von MMC Hitachi Tool gewesen wären, die in den Fräsprozessen noch deutlich mehr Optimierungspotenzial gesehen haben. „Voraussetzung war allerdings, dass der gesamte Fräsprozess auf den Prüfstand gestellt wird“, betont Volker Jünger, Anwendungstechniker von MMC Hitachi. „Um den Schlichtprozess optimal gestalten zu können, muss man exakt wissen, wie die Vorbearbeitung abläuft. Die logische Konsequenz war ein aufeinander schlüssig aufbauendes System der Prozesse mit den zugehörigen Werkzeugen.“ Das bedeutete in letzter Konsequenz einschneidende Veränderungen nicht nur für die Maschinenbediener, sondern auch für die Programmierer, zumal die Umstellung komplett auf einmal bewältigt werden sollte.
Von den Programmierrichtlinien über das Schruppen, Vorschlichten und Schlichten sind Abläufe, Strategien und Werkzeuge sorgsam aufeinander abgestimmt und standardisiert worden. Harte wie weiche Materialien werden mit den gleichen Fräsergeometrien und -grundkörpern, aber mit unterschiedlichen Wendeschneidplatten bearbeitet, was zur hohen Durchgängigkeit beiträgt. Beim Schlichten nimmt Koller jedoch das gleiche Werkzeug für alle Materialien. „Im Zuge der Optimierung wagten wir uns auch an neue Vorgehensweisen: So kommen beim Schruppen jetzt die Highfeed-Fräser ASRF, ASRM und ASMM von Hitachi zum Einsatz, die einen deutlich progressiveren und auch intelligenteren Materialabtrag als ihre Vorgängerwerkzeuge erlauben“, berichtet Ferstl. „Obwohl das Schruppen damit deutlich schneller wurde, haben sich die Bedingungen für die nachfolgenden Prozesse erheblich verbessert. Speziell die Frage des stehen gebliebenen Restmaterials, das den eher filigran ausgelegten Schlichtwerkzeugen früher immer wieder zum Verhängnis wurde, konnten wir mit diesem Systemgedanken elegant lösen.“
Zugegebenermaßen kostet ein hochwertiger MMC-Hitachi-Tool-Fräser in der Anschaffung zunächst mehr als die bisher in Oberbürg eingesetzten Standardwerkzeuge. Mit Blick allein auf die erhöhte Standzeit relativiert sich der Preisunterschied aber schnell, denn der Formenbauer schafft es jetzt, mit einem 8-mm-Kugelfräser des Typs HGOB in 30 Stunden ein komplettes Werkzeug zu schlichten, für das er früher mehrere Fräser benötigte. Zudem bekommt er damit eine einwandfreie Oberfläche ohne jene Marken, die beim Einwechseln eines Schwesterwerkzeugs im Schlichtprozess sonst unvermeidlich sind.
Neben der erhöhten Standzeit brachte die Umstellung auf MMC Hitachi Tool außerdem eine deutliche Verkürzung der Abläufe mit sich. Das wirkt sich zwar in Abhängigkeit beispielsweise von Komplexität und Größe des Werkstücks unterschiedlich aus, Koller hat jedoch umfassend nachkalkuliert und dokumentiert – die Optimierungsergebnisse können sich absolut sehen lassen: Im Schnitt geht man in Oberbürg von um 30 % reduzierten Durchlaufzeiten aus. Und das ist enorm, zumal heute beim Formenbauer auch niemand mehr von einem Engpass bei den Zerspanungskapazitäten spricht. „Im Gegenteil, um den Hunger der jetzt deutlich effizienter arbeitenden Maschinen nach Programmen zu stillen, mussten wir externe Kapazitäten mit ins Boot nehmen. Es blieben uns sogar Maschinenkapazitäten übrig. Die füllen wir jetzt mit Lohnbearbeitung auf“, zieht Markus Ferstl ein positives Fazit. „Die zunächst von einigen befürchtete Kostenexplosion in der Fräser-Beschaffung ist ausgeblieben. Für uns ist die Optimierung also in jeder Hinsicht ein Gewinn.“ Dank der neuen Prozesse und der reduzierten Kosten kann sich Koller weiterhin erfolgreich dem harten Wettbewerb im Zulieferer-Bereich der Automobil-Branche stellen.
Fachjournalist in Unterschleißheim
Teilen:








{kind=link}