

Mit dem Durchstrahlschweißen lassen sich auch filigrane Bauteile aus Kunststoff sicher und zuverlässig fügen. Robotergeführt, realisiert der Laser praktisch jede gewünschte Nahtgeometrie.
Von unserem Redaktionsmitglied Walter Schulz
Das Fügen von Kunststoffen mit Hilfe eines Hochleistungsdiodenlasers stellt eine gute Ergänzung zu den bisherigen Fügetechniken dar. Das kontaktlose Verfahren liefert eine sehr saubere Schweißnaht und lässt empfindliche elektronische oder mikromechanische Bauteilgruppen im Innern der zu fügenden Teile unbeeinflusst, Schäden können nicht auftreten.
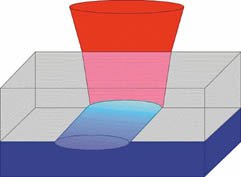
Physikalische Voraussetzung für das Durchstrahlschweißen ist, dass die zu verbindenden Kunststoffteile für die Laserstrahlung unterschiedlich durchlässig sind. Das eine muss transparent sein, das andere den Strahl absorbieren (Skizze auf Seite 55). Dabei können beide Teile für das menschliche Auge völlig gleich schwarz oder gefärbt erscheinen. Die Durchlässigkeit für Laserstrahlung ist völlig anders als für Strahlung im sichtbaren Bereich.
Bei diesem Absorptionsvorgang wird die Strahlungsenergie des Lasers in Wärme umgewandelt, die den absorbierenden Kunststoff an der Oberfläche aufschmilzt. Diese Schmelze erwärmt auch den transparenten Kunststoff oberflächlich so weit, dass beide Teile an der Kontaktstelle miteinander verschmelzen und sich so verbinden. Bei diesem Erwärmen dringt der Laser rund 100 – 300 µm in den absorbierenden Kunststoff ein. Die Wärmeeinflusszone des transparenten Kunststoffs – der Bereich, in dem durch das Erwärmen eine punktuelle Phasenumwandlung stattfindet – ist gar nur 30 µm tief. Mit anderen Worten: Die Energie wird lokal sehr begrenzt zwischen den Kontaktflächen eingebracht. Empfindliche Komponenten im Innern der Teile bleiben daher unbeeinflusst.
Zusätzlich ist vor allem bei Mikroanwendungen der Umstand wichtig, dass beim Laserdurchstrahlschweißen kein Bauteilverzug auftritt. Das wird verhindert, weil die Teile bereits vor dem Fügevorgang in ihre Endposition gebracht werden. Entgegen eines weit verbreiteten Vorurteils ist kein hoher Anpressdruck erforderlich. Der Druck muss lediglich etwas höher sein als der Druck, der durch die Wärmeausdehnung des Materials entsteht.
Beim Fügen mit Laser tritt kein Bauteilverzug auf
Das Laserdurchstrahlschweißen ist schneller als das Heizelementschweißen. Quetschfluss in den Fügenähten tritt nicht auf. Auch das Problem, dass Schmelze am Heizelement anhaften kann, ist beim berührungslosen Laserstrahlschweißen kein Thema.
Gegenüber dem Vibrationsschweißen von Kunststoffteilen hat das Laserdurchstrahlschweißen den Vorteil, dass es bei weitaus geringeren Bauteilwanddicken eingesetzt werden kann, weil diese beim Fügeprozess nicht belastet werden. Nicht zuletzt können beim Vibrationsschweißen zwischen den Bauteilen Fusseln entstehen, die später Funktionsstörungen des Endproduktes zur Folge haben können. Beim Laserdurchstrahlschweißen treten diese Probleme verfahrensbedingt nicht auf.
Das Verfahren mit dem kohärenten Lichtstrahl ist dem Ultraschall- und Vibrationsschweißen auch beim Fügen komplexer 3D-Geometrien deutlich überlegen. Nicht zuletzt setzen die beiden Techniken auch die in den Bauteilen liegenden Funktionskomponenten mechanischen Belastungen aus, die beim Fügen mit dem Laser nicht entstehen.
Ein besonderes Merkmal des Laserdurchstrahlverfahrens ist die Möglichkeit, den Fügeprozess online zu überwachen. Die Temperatur im Bearbeitungspunkt wird online erfasst und kontrolliert. Diese Art der Prozesskontrolle ist bei anderen Verfahren sehr schwierig durchzuführen.
Temperatur im Bearbeitungspunkt wird online kontrolliert
Das Fügeverfahren mit Laser erfordert vom Anbieter des Systems viel Know-how. Es wurde vor Jahren am Fraunhofer-Institut für Lasertechnik in Aachen entwickelt. Die 1998 als Spin-off des Instituts gegründete Prolas GmbH, Aachen, verfeinert seither die Technik und macht sie Verarbeitern zugänglich. Gegenwärtig setzen die Kunden das Durchstrahlschweißen mit Laser vorwiegend zum Fügen von Thermoplasten ein. „Zukunftspotenzial liegt aber vor allem auch im Fügen thermoplastischer Elastomere mit Thermoplasten“, weiß Dirk Hänsch, Diplom-Chemiker bei der Prolas. Auf diesem Gebiet wird es seiner Ansicht nach das Zweikomponenten-Spritzgießen zumindest ergänzen. Dafür sprechen allein schon die Unterschiede in den Anlageninvestitionen. „Eine Laseranlage zum Fügen kostet nur rund ein Viertel des Preises einer Zweikomponenten-Spritzgießanlage“, so Hänsch.
Für eine zuverlässige Funktion des Verfahrens spielt der Kunststoff selbst mit seinen Additiven und Pigmenten eine zentrale Rolle. Die direkte Strahlung der üblichen Laserdioden mit ihrem Wellenlängenbereich zwischen 800 und 1000 nm wird nur zu einem geringen Teil von den üblichen Werkstoffen absorbiert. Deshalb müssen die spektralen Eigenschaften des absorbierenden Kunststoffes durch geeignete Färbemittel an den Laser angepasst werden. Die Durchlässigkeiten der Kunststoffe für Laserstrahlung werden damit schon bei der Werkstoffentwicklung eine wichtige zu berücksichtigende Größe. „Hier betreiben wir bei Prolas viel Entwicklungsarbeit“, stellt der Chemiker heraus. Das gilt auch für die oft in ihrer Bedeutung unterschätzte Andruckvorrichtung. Immerhin müssen die Bauteile bereits vor dem Fügevorgang exakt in ihre endgültige Position zueinander gebracht werden. Schließlich passt Prolas den einzusetzenden Laser an die Bauteilgeometrie an und entwickelt das dazu passende Prozessüberwachungssystem.
Das Unternehmen bietet dem Kunden die Entwicklung eines auf dessen Bedürfnisse hin zugeschnittenen Verfahrens, hilft bei der Materialauswahl und dem Festlegen der Schweißgeometrie, führt erste Schweißversuche durch, fertigt Prototypen und liefert schließlich die serienfertige Anlage.
Die Grenzen des Durchstrahlschweißens liegen bei Bauteilen, die starken Verzug aufweisen. Allgemein gesprochen müssen für einen erfolgreichen Einsatz die zu fügenden Teile in formschlüssigem Kontakt zueinander stehen. Das ist bei größeren Teilen nicht immer der Fall. Auch die Art der Additive und Pigmente im Kunststoff kann Grenzen setzen. Die damit versehenen Kunststoffe können jedoch bei Prolas auf ihre Lasertauglichkeit hin untersucht werden.
Das Unternehmen spricht mit seinem Know-how ein breites Anwenderfeld von Automobilherstellern und -zulieferern über die Unternehmen der Kommunikations- und Verpackungsindustrie bis hin zur Elektroindustrie an. Kein Wunder, dass Prolas eine deutlich zweistellige Wachstumrate erwartet.
Weitere Infos:
Vorteile und Prinzip des Laserfügens
– Kleine Wärmeeinflusszone
– Exaktes Einbringen der Energie in die Fügezone
– Wärme-und schwingungsempfindliche Funktionskomponenten werden nicht belastet
– Geringe thermische und mechanische Belastung der Bauteile
– Schweißen von Mikro- und Makrobauteilen
– Optisch anspruchsvolle und saubere Schweißnähte
– Auch komplexe Nahtgeometrien realisierbar
– Kein Quetschfluss
– Keine Fusselnbildung
– Kein Bauteilverzug
– Online-Prozessüberwachung
Teilen:








{kind=link}