

Winkelköpfe | Mit Hilfe von Romai-Winkelköpfen bietet Mapal ein alternatives Konzept, um Großmotoren zu fertigen. Maschinen moderater Größe bearbeiten Kurbelgehäuse mit unterschiedlichen Zylinderzahlen.
Mathias Maier
Die Bearbeitung von Kurbelwellenlagergassen in Motorblöcken erfolgt meist auf Sondermaschinen oder Transferanlagen mit Hilfe von Reihenbohrstangen und Führungslagern. Das ermöglicht das gleichzeitige Bearbeiten aller Lagerstege, erfordert aber zum stirnseitigen Einfahren der Bohrstange ins Bauteil ein entsprechend langes Maschinenbett, mit mehr als der doppelten Bauteillänge. So ergeben sich mit zunehmender Motorgröße und Zylinderzahl enorme Werkzeuglängen und drastisch ansteigende Maschinendimensionen. Das bringt technische, vor allem aber auch wirtschaftliche Herausforderungen mit sich – zumal sich die Serien, in denen Großmotoren gefertigt werden, üblicherweise eher in kleineren und mittleren Stückzahlbereichen bewegen.
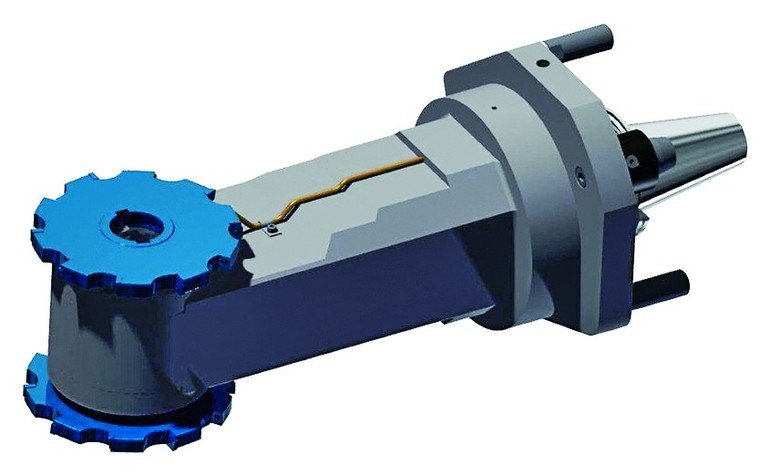
Für solche Einsatzbereiche bietet Mapal ein alternatives Bearbeitungskonzept auf der Basis von Romai-Winkelköpfen an. „Die Voraussetzung dafür sind allerdings schlank bauende aber gleichzeitig robuste Winkelköpfe, mit denen wir die hier geforderte Präzision mit engsten Toleranzvorgaben erreichen“, betont Günther Neufischer vom Customer Service der Mapal Dr. Kress KG in Aalen. Für die notwendige Stabilität der Winkelköpfe sorgen unter anderem spezielle Frässpindellager sowie Kegelradgetriebe mit einer speziellen Verzahnungsgeometrie. Eine große Zahnüberdeckung mit langer Kontaktlinie in den spiralverzahnten Kegelrädern sorgt für eine hohe Kraftübertragung und einen ruhigen Lauf. Die maschinenseitige Anbindung der Winkelköpfe wird von Romai passend zu der beim Anwender eingesetzten Maschine ausgeführt. Sie ist standardmäßig mit einer Drehmomentstütze und 4-Punkt-Abstützung ausgestattet.
Um den Passlagersteg auf Breite zu fräsen wird ein Winkelkopf mit beidseitigem Abtrieb verwendet, der mit zwei ISO-Tangentialfräsern von Mapal, jeweils links- oder rechtsschneidend, bestückt ist. Diese Fräser haben eine Feinjustierung und zeichnen sich aufgrund ihrer positiven Schneidengeometrie durch reduzierte Schnittkräfte aus. Das weiche Schnittverhalten der Tangentialschneiden gewährleistet eine ruhige Fräsbearbeitung auch bei unterbrochenem Schnitt. Die Vor- und Fertigbearbeitung der Kurbelwellenlagergasse erfolgt nun mit 90°-Winkelköpfen mit einseitigem Abtrieb. Aufgrund der starken geometrischen Beschränkungen sind diese mit zurückversetztem Abtrieb ausgeführt, was die nutzbare Werkzeuglänge maximiert. Damit werden die Kurbelwellenlagergassenstege nacheinander, jeweils durch Eintauchen in das Zylinderkurbelgehäuse und einen axialen Hub bearbeitet. Fürs Aufbohren kommen zweischneidige Mapal-ISO-Werkzeuge mit radialen Kurzklemmhaltern zum Einsatz. Zur Feinbearbeitung werden typische leistengeführte Werkzeuge der Aalener verwendet, die radial im Rundlauf justierbar sind. Sie verdanken ihre Leistungsfähigkeit der direkten Führung in der Bohrung mittels Führungsleisten und der hohen Qualität der Mapal-Wendeplatten.
Das neue Bearbeitungskonzept lässt sich auf standardisierten Maschinen in moderaten Baugrößen umsetzen, was den Investitionsbedarf erheblich reduziert. Außerdem entfallen die individuell zu jedem Motorblock angefertigten Reihenbohrstangen. Durch die einzelne Bearbeitung der Kurbelwellenlagergassenstege können mit den gleichen Werkzeugen Motoren mit unterschiedlicher Zylinderzahl flexibel gefertigt werden. Über den Austausch der Werkzeuge auf den Winkelköpfen sind sogar unterschiedliche Lagergassendurchmesser bearbeitbar. In jedem Fall werden die Werkzeuge von Mapal entsprechend den Schnittkräften, respektive den übertragbaren Momenten ausgelegt, um bestmögliche Bearbeitungsergebnisse zu erzielen.
Geschäftsführender Gesellschafter
Romai Robert Maier GmbH, Vaihingen-Enz/Horrheim
Teilen:








{kind=link}