



Durch Thixoschmieden hergestellte Bauteile sind porenärmer und besitzen bessere mechanische Kennwerte als gegossene. Verglichen mit konventionellen Schmiedeteilen, ist die erforderliche Nacharbeit deutlich geringer.
Prof. Dr.-Ing. Dr. h.c. Klaus Siegert ist Direktor des Instituts für Umformtechnik (IFU) der Universität Stuttgart, Dipl.-Ing. Andreas Wolf ist Wissenschaftlicher Mitarbeiter des IFU
Die Vorzüge des Druckgießens mit denen des konventionellen Schmiedens zu verbinden – das Thixoschmieden macht’s möglich. Mit dem Verfahren lassen sich selbst dünnwandige, geometrisch komplexe Teile herstellen und druckdichte Gefüge erzeugen. Hierzu können Knetlegierungen sowie pulvermetallurgisch hergestellte Legierungen eingesetzt werden.
Im Vergleich mit dem konventionellen Druckgießen ergibt sich beim Thixoschmieden ein porenärmeres Bauteil, da weniger Erstarrungsschrumpfung auftritt. Ursache ist der niedrigere Schmelzanteil des verwendeten Rohteils – Legierungs- und Bauteil-abhängig zwischen 20 und 60 % – im Gegensatz zur reinen Schmelze beim Druckgießen. Thixogeschmiedete Teile lassen sich wärmebehandeln und besitzen bessere mechanische Kennwerte als gegossene. Durch den niedrigeren Flüssigphasen-Anteil ergeben sich zwangsläufig auch kürzere Taktzeiten als beim Druckgießen. Außerdem können Aluminium-Knetlegierungen verwendet werden, die bezüglich der mechanischen Kennwerte Vorteile besitzen. Dies gilt insbesondere hinsichtlich der Bruchdehnung.
Endkonturnahe Bauteilgeometrien sind möglich
Beim Druckgießen wird die Schmelze über eine Druckkammer in das geschlossene Werkzeug eingepresst. Dazu muss ein Anguss-System gefüllt und das überschüssige Füllmaterial später vom Bauteil abgetrennt werden. Dieses Überschuss-Material entfällt beim Thixoschmieden, da das Rohteil direkt in die Werkzeuggravur eingelegt wird. Dadurch sinken die Bauteilkosten.
Aus Kostensicht ist jedoch zu beachten, dass die Rohteile für das Thixoschmieden sehr exakt erwärmt werden müssen. Dies ist in vertretbarer Zeit nur durch induktives Erwärmen möglich. Außerdem werden oft speziell aufgearbeitete Legierungen eingesetzt, die zusätzliche Kosten verursachen. Auf Grund des niedrigeren Schmelzanteils und möglicher vorzeitiger Erstarrung des zu schmiedenden Werkstoffs während des Umformvorgangs sind dünnwandige Bauteile durch Thixoschmieden schwieriger herzustellen als durch Druckgießen. Übergänge von Dünn- zu Dickwandigkeit sind jedoch unproblematisch.
Gegenüber dem konventionellen Schmieden ist beim Thixoschmieden eine geringere Umformkraft erforderlich. Dadurch liegen die Kosten einer Thixoschmiedepresse deutlich niedriger als die einer herkömmlichen Schmiedepresse. Gleiches gilt für die mechanische Belastung der Gesenke.
Weitere Kosten lassen sich durch eine Reduktion der Nachbearbeitungsschritte einsparen. So sind beim Thixoschmieden Werkzeuge mit ziehbaren Kernen sowie endkonturnahe Bauteilgeometrien möglich, während bei konventionellen Schmiedeteilen Bohr- und Fräsarbeiten anfallen. Nachteilig sind neben den höheren Kosten für die speziell aufgearbeiteten Legierungen und die induktive Erwärmung vor allem die höheren Taktzeiten. Diese ergeben sich aus der erforderlichen Erstarrungszeit des Werkstoffs im Werkzeug.
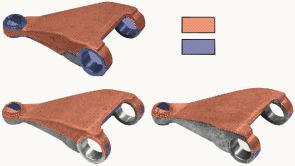
Ein Vergleich dreier mit den genannten Verfahren hergestellter Dreieckslenker zeigt folgendes: Beim geschmiedeten und beim druckgegossenen Bauteil liegt die verfahrensbedingt festgelegte Werkzeugtrennung mittig, wohingegen die Trennebene beim thixogeschmiedeten Bauteil an der Oberseite verläuft. Das bedeutet, dass Schmiedewerkzeuge nicht für das Thixoschmieden eingesetzt werden können und umgekehrt.
Das Abtrennen des Anguss-Systems erübrigt sich
Das geschmiedete Bauteil muss im Bereich des umlaufenden Grats sowie im Bereich der Kugelkopfaufnahme und der beiden Bohrungen stark nachgearbeitet werden. Das druckgegossene Bauteil bietet hier Vorteile. Die Bohrungen sind durch ziehbare Kerne gefertigt. Allerdings sind Materialüberläufe im Bereich der Kugelkopfaufnahme und der Bohrungen sowie das Anguss-System abzutrennen, das zwischen den Bohrungen angebracht ist. Zusätzlich verbleibt eine dünne Haut in der Öffnung der Kugelkopfaufnahme, die herausgetrennt werden muss. Das thixogeschmiedete Bauteil verhält sich bezüglich der Nacharbeit ähnlich. Jedoch entfällt das Abtrennen des Anguss-Systems.
Um das Potenzial des Thixoschmiedens ausnutzen zu können, ist nicht nur hinsichtlich des Rohteil-Werkstoffs ein bestimmtes Gefüge sicherzustellen. Auch eine spezielle Werkzeug-, Pressen- und Anlagentechnik ist erforderlich.
Presse: Die Presse sollte vorzugsweise einen hydraulischen Antrieb besitzen, um einen variablen Stößelgeschwindigkeitsverlauf über dem Stößelweg zu ermöglichen. Zum Ende des Schmiedevorgangs muss von einer Stößelgeschwindigkeits-Stößelweg-Steuerung auf eine Stößelkraft-Zeit-Steuerung übergegangen werden. Auf Grund der vergleichsweise niedrigen Umformkräfte wird die erforderliche maximale Stößelkraft erst am Ende des Umformvorgangs benötigt. Die Druckhaltekraft muss dann so groß sein, dass schrumpfungsbedingte Poren beim Erstarren der Flüssigphasen-Anteile des Umformguts vermieden werden. Die daraus resultierenden Werkzeuginnendrücke müssen – abhängig von der Werkzeuggeometrie – mindestens 1000 bar betragen. Diese Forderung ergibt eine maximale Stößelkraft, die etwa 50 % der für das konventionelle Schmieden des gleichen Werkstücks erforderlichen maximalen Stößelkraft ausmacht.
Induktive Erwärmung: Ein sicheres, reproduzierbares Erwärmen des Rohteils auf eine vorgegebene Temperatur innerhalb des Bereichs zwischen Solidus- und Liquidustemperatur erfordert eine Temperatursteuerung, durch die das Teil über sein Volumen gleichmäßig erwärmt wird. Hierzu sind spezielle Einrichtungen erforderlich. Für das Erwärmen von Aluminium-, Zink-, Stahl- und Kupferlegierungen haben sich induktive Erwärmungsanlagen mit Frequenzen zwischen 1000 und 4000 Hz bewährt.
Werkzeug: Das Werkzeug muss auf vorgebbare Temperaturen erwärmt werden können. In der Regel geschieht dies elektrisch mittels Heizpatronen. Legierungs- und Bauteilgeometrie-abhängig haben sich Werkzeugtemperaturen zwischen 250 und 350 °C bewährt. Für das Thixoschmieden eignen sich nur geschlossene Gesenke, um beim Abkühlen auf Temperaturen unterhalb der Solidustemperatur die erforderlichen Drücke im Umformgut aufbringen zu können. Im Werkzeug können ziehbare Kerne angeordnet werden.
Thixoschmieden und Thixotropie
Voraussetzung für das Thixoschmieden ist Thixotropie. Das bedeutet, dass sich das Umformgut unter bestimmten Schubspannungen und Formänderungsgeschwindigkeiten wie eine viskose Flüssigkeit verhält. Dieser Zustand ist gegeben, wenn folgende Bedingungen erfüllt sind:
– Das Umformgut besitzt ein globulares Gefüge.
– Die Korngröße liegt unter 100 µm.
– Die Temperatur des Umformguts liegt im Bereich zwischen Solidus- und Liquidustemperatur.
– Die Stempelgeschwindigkeiten im Bereich von 300 bis 700 mm/s stellen werkstoff- und geometrieabhängig die erforderlichen Schergeschwindigkeiten für thixotropes Werkstoffverhalten im Umformgut sicher.
Thixotrop schmiedbare Werkstoffe, die ein globulares Gefüge aufweisen und deren Korngröße kleiner als 100 µm ist, werden üblicherweise durch elektromagnetisches Rühren beim Rheo-Strangguss hergestellt.
Als Schmierstoff für das Thixoschmieden haben sich Trennmittel auf Wasserbasis bewährt, wie sie etwa beim Druckgießen von Aluminium-, Zink- und Kupferlegierungen eingesetzt werden.
Teilen:








{kind=link}