

Automatisierung | Die Montage von Kurbelraumkernpaketen ist ein aufwendiger Prozess mit vielen Zwischenschritten. Beim Automobilzulieferer Neue Halberg-Guss hat der Roboterbauer Kuka den komplexen Ablauf mit 25 Robotern in den Griff bekommen.
Die Neue Halberg-Guss GmbH produziert und entwickelt mit seinen 2250 Mitarbeitern an den Standorten Saarbrücken und Leipzig Zylinderkurbelgehäuse, Zylinderköpfe für industrielle Motoren aus Gusseisen und gegossene Kurbelwellen. Das Unternehmen stuft sich als europäischer Markt- und Technologieführer ein. Die Produktpalette reicht vom filigranen Dreizylinderblock bis hin zu großvolumigen V8-Aggregaten für Nutzfahrzeuge. Hinzu kommen Lagertunnel aus Sphäroguss und Bedplates aus Aluminium. Zu den Kunden gehören Autobauer wie VW, Daimler, BMW, Audi, MAN, Scania und Iveco.
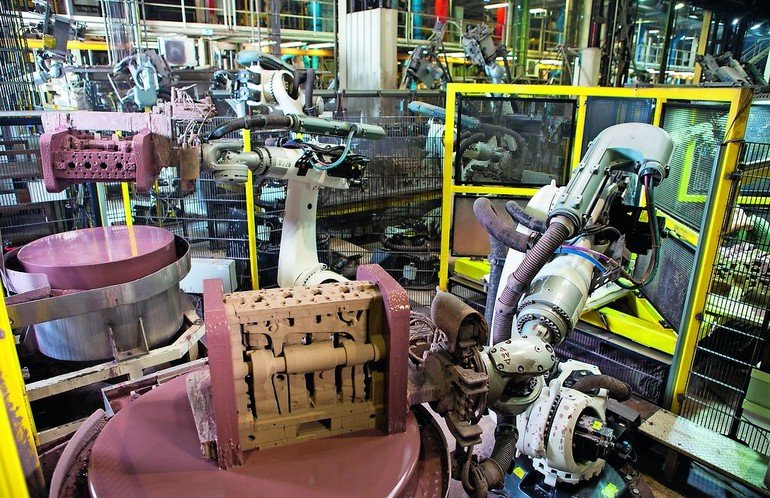
Für die Montage seiner Kurbelraumkernpakete hat das Unternehmen im Werk Saarbrücken nach einer Automatisierungslösung gesucht und setzt jetzt auf eine stattliche Zahl von Robotern des Herstellers Kuka. 25 Maschinen des Augsburger Anlagenbauers sorgen für einen vollautomatischen und präzisen Ablauf aller Montageschritte. Die Kernpakete werden parallel auf zwei Anlagen mit insgesamt 50 Robotern gefertigt.
„Als Entwicklungspartner begleiten wir unsere Kunden von der Produktidee bis zur Serienreife“, so Peter Koch, Projektleiter bei Neue Halberg-Guss. „Es ist dabei eine besondere Herausforderung, die Kernpakete so zu konstruieren, dass sie vollautomatisch montiert werden können.“ Die roboterbasierte Automatisierung sei dabei die flexibelste, produktivste und qualitativ beste Lösung. Für die Kurbelraumkernpaket-Montage sollten maximal drei verschiedene Robotergrößen zum Einsatz kommen. Diese mussten für die besonderen Bedingungen in der Gießerei-Umgebung gerüstet sein und außerdem ein platzsparendes und kompaktes Zellenkonzept ermöglichen. Die Spezialisten aus Augsburg konnten schließlich eine Lösung liefern, mit der sich die verschiedenen Arbeitsschritte abdecken ließen. „Jetzt harmonieren die 25 Roboter wie ein Orchester“, freut sich Koch. Insgesamt zwölf Roboter des Typs KR 300, elf KR 5 und zwei KR 6 montieren vollautomatisch die Kurbelraumkernpakete.
Mit zwei Schlichteroboter lassen sich die Taktzeiten einhalten
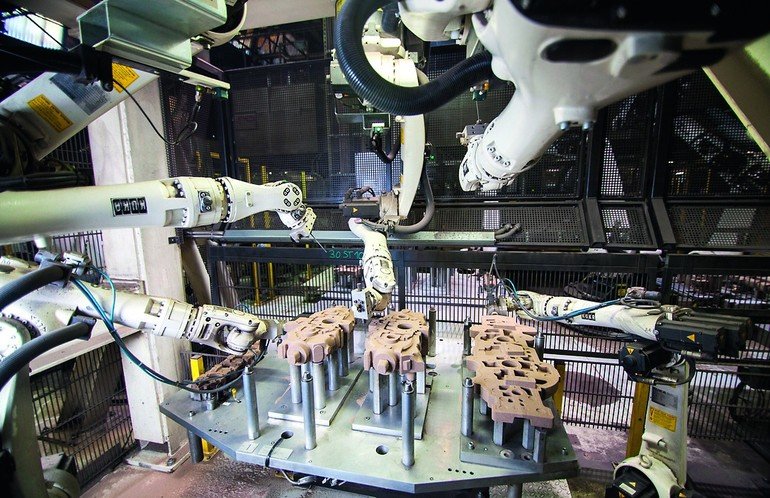
Ein kompletter Kernsatz besteht aus Wassermantel, Ausgleichswellen, Kanalkerne, Wasserpumpenkern, Thermostatkern, Radkern, Kurbelraumkerne und einem Sohlekern. So einen Kernsatz entnehmen die ersten Roboter im Montageprozess aus der Kerngießmaschine und legen ihn auf die Drehtische 1 und 2 ab. Die Tische drehen sich um 180 Grad zu den kleineren KR 5-Robotern, die im anschließenden Teil-Montage- und Entgrat-Prozess ihren Auftritt haben. Dieser erfolgt über Kopf, seitlich am Sockel und stehend. Die Modelle entgraten und montieren den Thermostatkern und setzen präzise Bohrungen an der Wasserpumpe, am Rad- und Kurbelraum, am Wassermantelkern und am Kurbel- und Sohlekern.
Nachdem die beiden Drehtische wieder in die Ursprungsposition zurückgedreht haben, nehmen drei weitere Roboter die Einzelkerne auf und legen sie auf den Drehtisch Nummer 3 ab. Nach einer weiteren Drehung um 180 Grad stellen zwei weitere Roboter das komplett montierte Paket ab. Der nächste Roboter entnimmt das Paket, fährt mit ihm unter die stationäre Schraubstation und legt es nach dem Verschrauben auf Drehtisch Nummer 4 ab, der das komplett montierte Paket zur Schlichtezelle dreht. Dort angekommen nimmt ein KR 300 das Paket auf und taucht es in die Schlichte. Durch Schwenken und Drehen sorgt der Roboter dafür, dass die Schlichte gleichmäßig aufgetragen wird und lässt das Paket anschließend abtropfen. Dieser Prozess dauert mit 90 s länger als die Komplettmontage der Kernpakete, die nach 60 s abgeschlossen ist. Deswegen sind zwei Schlichteroboter gleichzeitig im Einsatz, sodass die Taktzeiten eingehalten werden können.
Anschließend wird das geschlichtete Paket zurück auf den Drehtisch abgelegt und abermals um 90 Grad zu einer manuellen Kontrollstation gedreht. Nach der Freigabe durch den Werker nimmt der letzte Roboter im Ensemble die Kernpakete auf und legt sie in einem Regal mit acht Plätzen ab. Sind diese alle mit nassen, geschlichteten Kernpaketen befüllt, werden die Regale in den Trockenofen gefahren. Die fertigen Produkte nehmen am Ende ihren Platz im Hochregallager ein.
Die eingesetzten Roboter sind speziell für die Gießerei-Umgebung konzipiert. Die Quantec-Modelle können zudem schwere Lasten tragen, bieten eine hohe Leistung und sind extrem schlank gebaut. Ihr idealer Einsatzbereich ist das Handling von schweren Bauteilen und das Bearbeiten mit hoher Genauigkeit. In der Foundry-Ausführung verfügen die Roboter über eine schlagzähe, korrosionsbeständige sowie säure- und laugenresistente Hand, der Schmutz und Staub nichts anhaben kann und die kurzfristig Temperaturen bis zu 180 °C aushält. Der KR 5 und die Agilus-Modelle überzeugen im Montageprozess durch hohe Präzision, Flexibilität und Geschwindigkeit. Dabei lassen sich die Kleinroboter mit ihrer geringeren Tragfähigkeit besonders platzsparend in dem kompakten Zellenkonzept verbauen.
400 Kernpakete pro Schicht und Anlage
„Mit der neuen Anlage konnten wir unsere Produktivität und Qualität um jeweils fünfzig Prozent steigern“, freut sich Peter Koch. Heute montiert das Roboter-Orchester in einer Schicht pro Anlage rund 400 Kernpakete. Zudem konnten die Produktionskosten signifikant gesenkt werden. Die roboterbasierte Lösung garantiert den Saarbrückern außerdem eine konstante Qualität der montierten Kurbelraumkernpakete. Auf den Anlagen lassen sich zwei verschiedene Typen von Kernpaketen ohne Greiferwechsel montieren. Es muss lediglich das Programm gewechselt werden. Unterm Strich sind die Saarbrücker Spezialisten mit der Lösung zufrieden. „Aufgrund der guten Erfahrungen planen wir eine weitere Anlage mit einem etwas kleineren Ensemble von elf Robotern“, wirft Koch einen Blick in die Zukunft. Auch bei dieser Applikation sollen die Roboter für die Entnahme und für das Entgraten, Montieren und Schlichten eingesetzt werden. (ub)
Teilen:








{kind=link}