
Bei kritischen Bauteilen sichert sich die Mühlhoff Umformtechnik mit einer AutoForm-Simulation ab, weil Rückfederungseffekte ein Risiko sowohl in finanzieller als auch in terminlicher Hinsicht beinhalten. Bei der Dachverstärkung eines Volvos hat sich dieses Vorgehen bewährt.
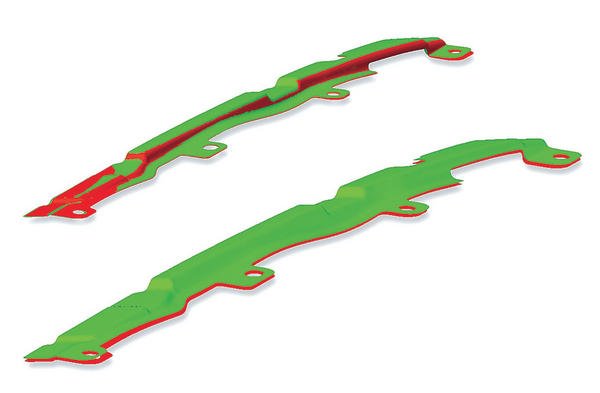
Ein Formstanzwerkzeug für ein langes, schmales Bauteil mit deutlichem Rückfederungseffekt und vorgegebenem Spannkonzept war der Ausgangspunkt der Überlegungen, bei dem Projekt mit Volvo Cars Body Components das Verformen zu simulieren. Für die Mühlhoff Umformtechnik GmbH aus Uedem bestand kein Zweifel, das kritische Bauteil mit einer Simulationsoftware der Züricher AutoForm GmbH abzusichern. Das erste Simulationsergebnis ergab eine unsichere Formstabilität durch geringe Ausstreckung des Materials. Die Rückfederungsberechnung in AutoForm unter Berücksichtigung der Spann- und Fixierpunkte zeigte eine Abweichung zur Sollgeometrie von mehreren Millimetern. Dieser Aufsprung ließ sich zwar kompensieren, eine stabile Produktion des Bauteils war damit allerdings noch nicht gewährleistet. Streugrößen, wie beispielsweise die Materialstärke, wirkten dem entgegen. AutoForm-Sigma diente in der Folge dazu, den gesamten Prozess unter dem Einfluss der Fertigungssteuerung zu betrachten und robust auszulegen. Denn nur bei einem robusten Prozess führt die Kompensation der Rückfederung zu einem dauerhaft maßhaltigen Bauteil. Mit den Erkenntnissen aus der Sigma-Analyse wurde die Kompensation durchgeführt und nach vier Kompensationsläufen lag das Rückfederungsergebnis innerhalb der geforderten Formtoleranz. Die kompensierten CAD-Daten aus AutoForm gingen an Mühlhoff, die daraus direkt das Werkzeug frästen. Drei Korrekturschleifen konnte Mühlhoff im Tryout einsparen, was einem Arbeitsaufwand von vier Wochen gleich kam und entsprechende finanzielle Einsparungen bewirkte. Darüber hinaus vereinfachte sich die Planung, denn parallel laufende Projekte wurden weniger beeinträchtigt. Für Mühlhoff ist klar, sich bei kritischen Bauteilen mit einer AutoForm-Simulation abzusichern. Diese liefert schnelle und aussagekräftige Informationen, um effizient zum optimalen Werkzeug zu kommen.
Auch für die Allgaier Automotive GmbH aus Uhingen drängt sich ein neuer Ansatz beim Werkzeugbau auf, denn Bauteiländerungen oder eine durch Rückfederungsphänomene sabotierte Werkzeugeinarbeitung sind Alltag im Werkzeugbau. Diese Kostentreiber zeigen sich oft erst spät in der Werkzeugentstehung und ihnen wird dann über Trial and Error begegnet. Demgegenüber beabsichtigt Allgaier den Methodenplan, die Wirkflächen und den gesamten Umformprozess mit Hilfe von Softwarewerkzeugen bereits in einem frühen Zeitpunkt zu beherrschen. Um das Potenzial dieser Vorgehensweise zu überprüfen, realisierte Allgaier den neuen Ansatz an einem Blechteil für einen Geländewagen.
Ausgehend von Catia-Daten kann mit AutoForm über mehrere Softwarephasen eine stabile Fertigung unter realen Bedingungen untersucht und abgesichert werden. Die Berechnung der Rückfederung gehört genauso dazu wie deren Kompensation lange vor dem Tryout. Das spart Korrekturschleifen und fördert damit die Planungssicherheit. Um die digitale Schiene nicht zu unterbrechen, kommt bei Allgaier in der Folge Tebis zum Zug. Deren Software und die Schnittstelle zu AutoForm erlauben aus den AutoForm-Netzdaten die Wirkflächen des Werkzeugs in Fräsqualität zu erstellen. Selbst die Änderungen zu den anfänglichen Konzeptdaten werden übergeben, was eine Aktualisierung der Ziehanlagenflächen auf Knopfdruck ermöglicht. Den zeitraubenden Weg über mehrere neu zu konstruierende Wirkflächen in Catia V5 kann sich der Uhinger Automobilzulieferer sparen. Trotz zahlreicher Unbekannten bei Projektstart gelang ein erfolgreicher Projektabschluss. wm
Teilen:








{kind=link}