




Hohe Schnittleistungen, eine geringe Restlänge und eine gute Standzeit der Sägebänder kenzeichnen die Hartmetall-Bandsäge CTB-400 von Amada. Die Maschine ist einfach und komfortabel zu bedienen und durch die vertikal angeordnete Sägeeinheit besonders kompakt.
Von unserem Redaktionsmitglied Haider Willrett – haider.willrett@konradin.de
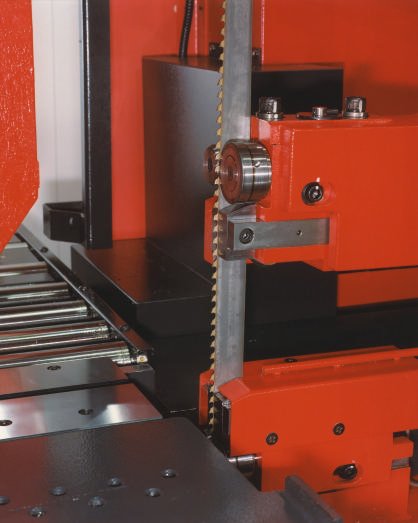
Am Anfang war das Sägeband. Dann kam die Maschine. „Wir haben die Bandsäge CTB-400 gezielt auf die Anforderungen von Hartmetall-Sägebändern entwickelt“, erzählt Konrad Roggenbuck, Niederlassungsleiter der Amada Sägetechnik Deutschland in Haan. Ergebnis: Hochfeste Stähle sowie Qualitäts- oder Edelstähle verarbeitet die Maschine etwa dreimal so schnell wie eine konventionelle Bandsäge. Und das bei einer deutlich besseren Standzeit des Sägebandes; es schneidet bis zu dreimal mehr Teile als ein Bimetall-Band, ehe sein Gebiss stumpf ist. Wenn´s dann so weit ist, soll der Bandwechsel in fünf Minuten erledigt sein. Möglich ist das alles, weil ein steifer Aufbau und der vom Sägerahmen getrennte Materialtisch die auftretenden Vibrationen gering halten. Einen wichtigen Beitrag zum möglichst vibrationsarmen Sägen leisten auch die Bandführungen. Während der untere Führungsarm feststeht und direkt unter der Materialauflage angeordnet ist, positioniert die hauseigene CNC-Steuerung die obere Führung automatisch – je nach Werkstückabmessung. „Der bewegliche Arm befindet sich während des Prozesses knapp über dem Material“, beschreibt Roggenbuck. „Dadurch halten wir die freie Länge des Sägebandes gering.“ Das sorgt für einen stabilen Lauf, ohne Verzerrungen. Und abermals dafür, dass das Band weniger vibriert, und dadurch auch für einen niedrigeren Geräuschpegel.
Mit Blick auf die Werkzeugstandzeit entschieden sich die Amada-Techniker für eine Philosophie, die sich von der einiger Wettbewerber unterscheidet. Niederlassungschef Roggenbuck erläutert: „Wir fahren mit vergleichsweise niedrigen Bandgeschwindigkeiten. Auch das reduziert die Vibrationen und schont das Werkzeug.“ Dennoch erreiche die CTB-400 sehr hohe Schnittleistungen, weil durch eine spezielle Verzahnungsgeometrie der Bänder ein großer Vorschub möglich sei.
Die automatische Reinigung des Sägebandes verbessert dessen Standzeit zusätzlich. Eine angetriebene Bürste streift die Späne während des Prozesses ab. Sie stellt sich automatisch nach, und ein Federsystem sorgt für den richtigen Anpressdruck. Damit sich die Hartmetallzähne des Sägebands nicht einseitig abnutzen, ändert sich die Drehrichtung der Bürste nach jedem Abschnitt. Ein hydraulisch angetriebener Scharnierbandförderer führt die Späne ab.
Zur einfachen und komfortablen Bedienung trägt auch die hauseigene CNC-Steuerung bei. Alle für den Sägeprozess relevanten Parameter wie Vorschubdruck oder Bandgeschwindigkeit sind in einer Datenbank hinterlegt. Sie enthält über 200 verschiedene Materialqualitäten in Form von Werkstoffnummern und DIN-Bezeichnungen. Weitere 100 Programmsätze können vom Anwender ergänzt werden. Der Bediener braucht lediglich Werkstoff, Form und Abmessungen einzugeben, um unterschiedliche Materialien mit konstanter Zerspanleistung sägen zu können. Weitere Daten wie etwa die Abschnittslänge oder die Stückzahl kann der Nutzer kundenbezogen eingeben. Die Steuerung berechnet dann Sägezeit, Materialbedarf, aktuelle Standzeit des Sägebandes oder informiert über den Leistungsstatus der Maschine. Optional kann der Anwender diese Daten mit einer Chip-Karte auslesen, auf einen PC übertragen und Tages-, Wochen- oder Monatsprotokolle erstellen. Umgekehrt ist es damit möglich, alle relevanten Programmierschritte am PC durchzuführen und sie dann in die Steuerung der Säge zu übernehmen.
Die Steuerung überwacht aber auch die Planparallelität des Schnitts. Im oberen, beweglichen Bandführungsarm ist ein Sensor integriert. Er stellt fest, wie weit das Sägeband ausgelenkt wird. Sobald der Ist-Wert 80 % des Maximalwerts erreicht hat, reduziert die CNC den Vorschub automatisch um 20 %. Geht die Auslenkung zurück, arbeitet die Maschine wieder mit voller Leistung.
Eine weitere Besonderheit der CTB-400 ist das Vertikal-Konzept. Mit ihrer Länge und Breite von jeweis 2260 mm und einer Höhe von 2304 mm baut die Maschine wesentlich kompakter als Wettbewerbsprodukte mit horizontal angeordneter Sägeeinheit. Gerade angesichts der häufig beengten Platzverhältnisse ein nicht zu unterschätzender Vorteil. Außerdem erlaubte diese Bauweise kürzere Sägebänder, was sich wiederum positiv auf die Sägebandkosten und damit auf die Wirtschaftlichkeit auswirkt.
Die genannten Charakteristika prädestinieren die Maschine für den Stahlhandel oder mechanische Bearbeitungsbetriebe, die Vollmaterial aus hochfesten Stählen schneiden müssen und besonders hohe Ansprüche an die Leistung der Säge stellen. Amada-Manager Roggenbuck ist überzeugt, „dass eine CTB je nach Bearbeitungsfall bis zu drei konventionelle Maschinen ersetzen kann. Und das bei einem Listenpreis von rund 85 000 Euro, je nach Ausstattung“.
Die Säge ist ausgelegt für Materialabmessungen zwischen 30 und 430 mm. Eine neue Version der Vertikal-Bandsäge, die CTB-400/700W hat einen Schnittbereich von 700 mm x 430 mm. Die minimale Abschnittlänge liegt bei 10 mm, optional sind auch 5 mm möglich. Maximal kann die Maschine 9999 mm lange Stücke schneiden. Der 7,5 kW starke Sägebandantrieb erlaubt stufenlose Bandgeschwindigkeiten zwischen 15 und 150 m/min.
Zwei hydraulische Spannstöcke fixieren das Sägegut direkt vor und hinter der Schnittebene. Das reduziert die Reststücklänge auf 15 mm, einen Wert, auf den Roggenbuck besonders stolz ist: „Da kommt keine andere vergleichbare Maschine heran. Die Anwender von Wettbewerbsanlagen werfen deutlich mehr Restmaterial in den Schrott.“
Die erste CTB-400 kam 1998 nach Europa. Inzwischen sind in Deutschland über 50 Exemplare im Einsatz, weltweit – so schätzt Roggenbuck – haben er und seine Kollegen mittlerweile mehrere Hundert Einheiten an den Säger gebracht. Vor der Markteinführung testete die Düsseldorfer Schmolz + Bickenbach KG, ein langjähriger Amada-Kunde, die Maschine ein halbes Jahr lang im täglichen Praxiseinsatz. Neben dem Handel mit Stahlprodukten für den Maschinenbau betreiben die Rheinländer auch eine Blankstahlproduktion und ein Profilwalzwerk. Alfred von den Driesch, bei Schmolz + Bickenbach für die Technische Planung verantwortlich, war vom Ergebnis so angetan, dass heute fünf der Vertikal-Bandsägen im Unternehmen ihren Dienst verrichten. „Als wir die erste CTB erhielten, gab es keine andere echte Hartmetall-Bandsäge“, erzählt er. „Die Wettbewerber waren durchweg aufgerüstete Bimetall-Sägen, deren Leistungsfähigkeit deutlich geringer war.“ Mittlerweile setzen die Düsseldorfer auch eine Hartmetall-Anlage eines anderen Herstellers ein, „doch auch in diesem Vergleich liegt die Schnittleistung der Amada-Maschine bei unseren Anwendungen rund 20 Prozent höher“. Einzig bei den Peripheriegeräten hat von den Driesch noch den einen oder anderen Wunsch: „Da bieten andere Hersteller derzeit noch mehr Möglichkeiten, etwa was die Anbindung ans Lager oder das Sortieren und Handhaben der Abschnitte betrifft.“
Allerdings hat auch Amada verschiedene Automatisierungskomponenten im Produktportfolio. Dazu gehören der Pendelrollengang RT oder das selbstständig arbeitende Entlade- und Sortiersystem Amasort. Die beiden Systeme ermöglichen den mannarmen Betrieb und können auch an bereits bestehende Maschinen nachgerüstet werden.
Sägebänder und Maschine aus einer Hand
Seit Anfang 1990 ist die Amada Sägetechnik Deutschland als Niederlassung der Amada Austria GmbH (AAG), Ternitz/ Österreich, zugeordnet. „Durch die Trennung vom Blechbearbeitungsbereich wollten wir die Sägetechnik wieder stärken“, erläutert Roggenbuck den Grund für die Umstrukturierung. „Das Sägen hat bei uns Tradition, schließlich war die erste Maschine, die unser Unternehmen baute, eine Bandsäge.“ Das war 1955. Inzwischen ist das japanische Unternehmen zu einem Weltkonzern gewachsen, der Entwicklungs- und Produktionsstätten in vielen Ländern unterhält. „Wir sind der einzige Hersteller, der sowohl Maschinen als auch Sägebänder selbst entwickelt und herstellt und somit dem Kunden alles aus einer Hand bieten kann.“
Für den europäischen Markt werden die Bänder bei Amada Austria produziert. Das Top-Produkt, die Hartmetall-Bänder der BCTB-Reihe, ist auf maximale Zerspanleistung ausgelegt. Form und Anordnung der Zähne sollen für einen sehr guten Kraft- und Spanfluss sowie ruhigen Lauf sorgen. Mit seiner Vor- und Nachschneide-Geometrie ist es in vier Ausführungen erhältlich: für Normalstahl, für Nichteisenmetalle, für schwer zerspanbare Materialien wie Titan oder Inconel sowie in einer Variante mit TiN-Beschichtung, mit der sich verschiedene Werkstoffe schneiden lassen. Diese Sägebänder standen am Anfang. Für sie wurde die CTB-400 entwickelt.
Technische Daten
Amada CTB-400
Arbeitsbereich
Schnittbereich – 30 mm bis 430 mm
Abschnittlänge – 10 mm bis 9999,9 mm
Reststücklänge – min. 15 mm
Materialvorschub/Hub – 400 mm
Abmessungen
Länge – 2260 mm
Breite – 2260 mm
Höhe – 2304 mm
Arbeitstischhöhe – 1000 mm
Antriebsleistung – 7,5 kW
Tischbelastung – max. 2500 kg
Maschinengewicht – 3500 kg
Unsere Webinar-Empfehlung

Der Summit richtet sich an Entscheider aus den Bereichen Fertigung, Instandhaltung, Fabrikautomatisierung, Automatisierung, Intralogistik und Fabrikplanung, Netzplanung, Netzwerkinfrastruktur, Innovationsmanagement. Daneben sind Hersteller aus den Bereichen Maschinenbau, Sensorik,…
Teilen:








{kind=link}