
Eine Elektrodenkrafteinheit für das Buckelschweißen reduziert die Gefahr von Überhitzungen, Porenbildungen, mangelhaften Verbindungen und Schweißspritzern. Sie verspricht damit beim Fügen dünner Aluminium- und Stahlbleche eine bessere Qualität der Verbindung.
Ing. Gerhard Vollmers ist Mitarbeiter der Dalex-Werke Niepenberg GmbH & Co. KG, Wissen
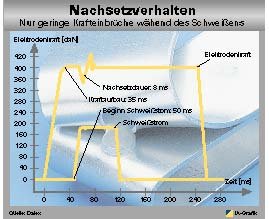
Beim Widerstandsschweißen, einem sehr häufig eingesetzten Fügeverfahren in der Metallverarbeitung, stehen das Punktschweißen und das Buckelschweißen zur Auswahl. Beide Verfahrensvarianten können je nach Einsatzfall spezielle Vorteile zur Geltung bringen, um dauerhafte punktförmige Verbindungen mit Schweißlinsen hoher Qualität zu erzielen. Maßgebend für die Qualität der entstehenden Schweißverbindungen sind neben der Steuerung des Schweißstromes auch die dynamisch-mechanischen Maschineneigenschaften, wozu wesentlich das Nachsetzverhalten der Elektrodenkrafteinheit beiträgt.
Bei unzureichender Nachsetzgeschwindigkeit nimmt die Kraft auf das zu verschweißende Teil so weit ab, daß letztendlich keine ausreichenden Kraftverhältnisse mehr vorhanden sind. Je steiler der Stromanstieg während des Prozesses ist, desto stärker fällt die Elektrodenkraft. Dies führt aufgrund der hohen Stromdichte zu einer Überhitzung an den Berührungsstellen zwischen Elektroden und Werkstücken sowie zwischen den Teilen selbst. Die nachteiligen Folgen sind Schweißspritzer, Porenbildung in der Schweißlinse und ein erhöhter Elektrodenverschleiß. Besonders beim Buckelschweißen ist das schnelle Nachsetzen für eine gute Schweißqualität wichtig.
Die negativen Folgen vermeidet eine neuentwickelte Elektrodenkrafteinheit mit der Typenbezeichnung Sprinter. Sie setzt die Elektrode schlagfrei auf das Werkstück auf. Besondere Vorteile bietet das Nachsetzverhalten dieser Krafteinheit durch eine bedeutend schnellere Elektrodenbewegung gegenüber konventionellen Systemen. Kraftmessungen während des Schweißvorganges zeigen nur sehr geringe Krafteinbrüche; dies gilt auch, wenn die Stromzeit sehr kurz ist und über Mittelfrequenztechnik in Millisekunden vorgegeben wird.
Das zunächst mit einiger Skepsis betrachtete Nachsetzverhalten bei der relativ großen zu bewegenden Masse des Elektrodensystems bewährte sich in der Praxis. Das zeigten Versuche an einer Buckelschweißmaschine mit 1200 daN Elektrodenkraft bei 6 bar und einem Gesamtgewicht der Oberarmatur von rund 85 kg. Als Material kam Aluminium zum Einsatz, das im Vergleich zu Stahl mit dem Widerstandsschweißverfahren schwieriger zu verbinden ist.
Bei den Versuchen mit der Krafteinheit zeigte sich auch, daß es möglich ist – entgegen allgemeiner Empfehlungen – die Buckel in das dickere Blech einzuprägen. So lieferte die Elektrodenkrafteinheit in umgekehrter Anordnung mit 0,5 mm dickem, gebuckeltem Aluminiumblech beim Verschweißen auf ein 2 mm dickes Blech ebenfalls sehr gute Ergebnisse. Diese neue Option erweitert die Möglichkeiten des Widerstandsschweißens. Bei der Betrachtung der Wirtschaftlichkeit des Gesamtprozesses ist außerdem zu berücksichtigen, daß weder aufwendige Ringbuckel noch verfestigte Buckelformen erforderlich sind. Es genügen einfache Rundbuckel, wie sie üblicherweise auch für das Schweißen von Stahlblechen mit einem Prägewerkzeug und Lochmatrize hergestellt werden.
Elektrode setzt schlagfrei auf das Werkstück auf
Je nach Blechdicke und Maschinenleistung ist es möglich, in einem Arbeitsgang mehrere Buckel gleichzeitig zu schweißen. Dabei ist jedoch zu beachten, daß für das Widerstandsschweißen von Aluminium ein erheblich höherer Schweißstrom als für das Schweißen von Stahl einzusetzen ist.
Die verbesserten Nachsetzeigenschaften bieten nicht nur bei Aluminium Vorteile, sondern auch bei einer Reihe anderer Schweißverbindungen. Hierzu gehören unter anderem das Buckelschweißen von Messing auf Stahl, das Punkt- und Buckelschweißen von verzinktem Stahlblech, das Verbinden von Kontakten aus Messing und Kupfer und das Aufbringen von Schweißmuttern auf beschichtetes Stahlblech. Im Vergleich zum Schweißen mit bisher üblichen Maschinen sind wesentlich verbesserte Ergebnisse zu erzielen.
Zusätzliche Stärken zeigt die Elektrodenkrafteinheit bei der Option „Schweißen mit Strom-Kraftprogramm“. Damit verkürzen sich die Zeiten für Kraftauf- und -abbau gegenüber konventionellen Systemen deutlich. Dies zeigt zum Beispiel ein Punktschweißversuch an Aluminiumblech, bei dem zur Reduzierung der Poren in der Schweißlinse die Elektrodenkraft nach Beendigung der Stromzeit erhöht wurde.
Die Entwicklungen in der Widerstandsschweißtechnik befaßten sich in der jüngeren Zeit ansonsten vorrangig mit dem elektrotechnischen Bereich der Maschinen. Für die Bereitstellung der Schweißenergie steht zur Zeit wahlweise Wechselstrom, Kondensator-Impulsstrom oder Gleichstrom zur Auswahl. Die Gleichrichtung des Stromes kann primär- oder sekundärseitig stattfinden. Außerdem besteht die Möglichkeit, Gleichstrom über die Mittelfrequenz-lnvertertechnologie zu erzeugen. Diese Technologie bietet beim Bereitstellen von Gleichstrom den Vorteil der millisekundenschnellen Anpassung an jeden einzelnen Anwendungsfall. Besonders umfangreiche und aufwendige Entwicklungen auf diesem Gebiet optimieren die Betriebsbedingungen beim Steuern, Überwachen und Regeln des Schweißstromes erheblich.
Teilen:








{kind=link}