


Volkswagen wechselt beim Fertigen von Differenzialkegelrädern nach und nach vom Spanen zur Umformtechnik. Die Erfahrungen hinsichtlich Bearbeitungszeit, Materialeinsatz und Qualität sind dabei sehr gut.
Europas größter Automobilhersteller geht bei der Herstellung von Differenzialkegelrädern neue Wege. Das Volkswagen-Werk Kassel fertigt die Getriebeteile seit 2006 parallel zum Verzahnungsverfahren auch im Taumelverfahren. Derzeit wird gut ein Drittel der Gesamtproduktion endumgeformt. Die Erfahrungen bezüglich Produktivität, Qualität und Umweltverträglichkeit sind so gut, dass eine weitere Ausweitung der Technologie geplant ist.
„Die Einführung der Taumeltechnik zur Herstellung der Differenzialkegelräder wurde von einem Expertenteam unterstützt und sorgfältig geplant“, erzählt Sönke Rüsch. Der promovierte Maschinenbau-Ingenieur ist verantwortlich für Umformtechnik im Getriebebau des Volkswagen Werks in Kassel. Ihm zur Seite standen ein Verzahnungsberechner, der in Wolfsburg auf konstruktiver Ebene für die Auslegung der Kegelräder verantwortlich ist und ein Meister, der sich seit vielen Jahren mit den Tragbildern von Zahnrädern befasst. „Von Anfang an wollten wir jedoch nicht nur eine alternative Fertigungstechnologie ins Spiel bringen, sondern für das Zukunftsthema Präzisionsumformen von Getriebeteilen einen innovativen Gesamtprozess installieren. Der sollte für die Herstellung der Kegelräder auch bei den übergreifenden Schwerpunktthemen Leichtbau, Energieeffizienz und Umweltverträglichkeit deutliche Vorteile erbringen“, schildert Rüsch die Vorgaben.
Im Volkswagen-Werk Kassel sind rund 13 000 Mitarbeiter beschäftigt. Etwa 4500 davon fertigen pro Jahr rund 2,8 Millionen Getriebe. Damit wird nahezu die Hälfte der über sechs Millionen jährlich hergestellten Fahrzeuge des Konzerns mit einem Getriebe aus Kassel ausgeliefert. Eingebaut werden die Schalteinheiten in Fahrzeugen der Marken Volkswagen, Audi, Seat und Skoda. Je Getriebe werden mindestens vier Kegelräder verbaut. Bei 11 200 Einheiten, die täglich im Werk Kassel produziert werden, sind jeden Tag 44 800 Kegelräder nötig. Die Fertigungstiefe bei Volkswagen ist dabei sehr hoch – sie liegt bei nahezu 100 %.
Bisher wurden Differenzialkegelräder in einem Fräs- und Räumverfahren hergestellt. Hierzu frästen Gleason Maschinen eine so genannte Revacycle-Verzahnung in ein gedrehtes oder geschmiedetes Rohteil. Die Zerspanung der Rohlinge ist jedoch mit 45 s pro Teil sehr zeitintensiv. Rund 40 % des täglichen Bedarfs an Differenzialkegelrädern wird nun auf zwei Taumelpressen im Umformverfahren hergestellt. Die benötigen lediglich 5 s für ein Teil und die Verzahnung ist danach in der Endkontur.
Die Taumelpressen vom Typ T 300 mit maximal 3000 kN Presskraft stammen von der Heinrich Schmid Maschinen- und Werkzeugbau AG aus Jona in der Schweiz. Die erste Anlage wurde Anfang 2006 installiert, die zweite im Frühjahr 2008. Die Rohteile werden von der Schmiede angeliefert und über eine vollautomatische Bandanlage zugeführt. Erreichen die Teile die Taumelpresse, werden sie in einer Handlinganlage über einen Elevator auf das Niveau des Werkzeugs gebracht. Pro Minute werden dann zwölf Teile getaumelt. Anschließend sorgt eine Abgrateinheit für gratfreie Kegelräder. Letztere können dann den Folgeprozessen zugeführt werden, wo die Kalotte in ihre Endform gedreht und die Bohrung endbearbeitet wird. Die Tagesproduktion auf den beiden Maschinen beträgt im zum Teil mannlosen Dreischichtbetrieb rund 10 000 Differenzialkegelräder je Maschine. „Ausgelegt sind die Pressen auf je 12 000 Teile pro Tag“, betont Reinhard Bührer, Verkaufsleiter bei Schmid. Zurzeit werden Kegelräder für die Kraftübertragung von 250 bis 350 Nm für Motoren von 100 PS bis 250 PS Leistung getaumelt. Eine Ausweitung ist bereits angedacht.
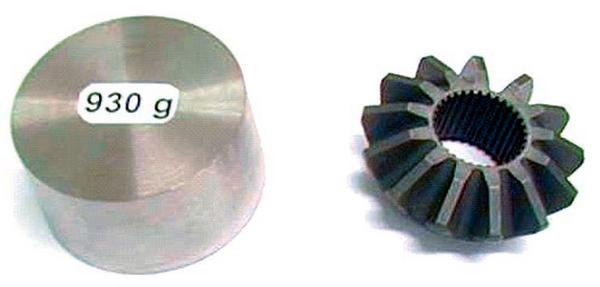
„Neben der sehr kurzen Zykluszeit haben wir weitere positive Erfahrungen mit dem Taumeln gemacht“, betont Rüsch. So beträgt das Einsatzgewicht des geschmiedeten Rohteils mit 415 g gegenüber 930 g beim Zerspanprozess h weniger als die Hälfte. „Mit 55 Prozent weniger Material je Kegelrad können wir im Jahr über 2000 Tonnen Stahl einsparen. Bei der Preisentwicklung für Stahl ist das bedeutend“, betont Rüsch. Verfahrensbedingt kann außerdem bei intelligenter Verzahnungsauslegung für das Taumeln eine andere, günstigere Stahlsorte verwendet werden. Neben Nickel-legiertem Einsatzstahl kommt beim Taumeln auch normal legierter Stahl zum Einsatz. Trotzdem weisen die getaumelten Teile eine höhere Festigkeit auf, denn nach dem Umformprozess ist der Faserverlauf der Stahlteile ungebrochen. Frühere Messungen von Schmid im Zusammenhang mit einem anderen Projekt haben gezeigt, dass man mit dem Taumelpressen gegenüber dem Zerspanen eine um 30 % höhere Bruchfestigkeit und eine um 40 % höhere Biegewechselfestigkeit erreicht. Die Verzahnungsgenauigkeit nach DIN 3965 erreicht eine ISO Toleranzqualität der Stufe IT8 – gegenüber IT9 beim Zerspanen. Auch die Kosten liegen beim Taumeln deutlich unter jenen beim Zerspanen – und das bei einer deutlich besseren Oberflächenqualität mit Ra-Werten um 0,3 µm gegenüber 2,0 µm.
Bei den getaumelten Differenzialkegelrädern zeigt sich dies in einem sehr guten Tragbild. „Und das hat bei uns eine sehr große Bedeutung“, betont Rüsch. „Die Tragbilder zeigen uns, nachdem die Kegelräder auf einer Prüfanlage etliche 100 000 Kilometer in realistischer Anordnung gelaufen sind, wie stark die Belastungen und der Abrieb an den einzelnen Flanken sind.“ Je besser die Tragbilder, umso größer die Laufruhe des Fahrzeugs.
Die relativ unbekannte Taumeltechnologie ist ein Kalt-Umformverfahren, bei dem die Umformkraft stets nur auf eine Teilfläche des Werkstückes wirkt. Während das untere Gesenk das Rohteil gegen das obere presst Gegenstück, führt letzteres eine kreisförmige, taumelnde Bewegung in einem bestimmten Winkel um die Taumelachse aus. Der Werkstoff wird quasi in das Gesenk eingewalzt. Die Kraft wirkt immer nur auf eine Teilfläche des Werkstücks. Dadurch ist die Reibung deutlich geringer als beim Fließpressen und der Werkstoff fließt ohne großen Widerstand in radialer Richtung. Die maximal auftretende Spannung überschreitet so nur unwesentlich die Fließspannung des Werkstücks. Das Ergebnis: ein ungebrochener Faserverlauf des Stahls, eine höhere Festigkeit und eine bessere Oberflächenqualität. Durch die kleinere Kontaktfläche und die günstigeren Reibungsverhältnisse ist die benötigte Umformkraft um bis zu Faktor zehn kleiner als beim Fließpressen. Trotzdem lassen sich durch die taumelnde Bewegung des Obergesenkes große Umformgrade absolut rissfrei realisieren.
Da die Herstellung der Gesenke keine großen Kosten verursacht, ist das Taumeln auch bei kleinen Serien wirtschaftlich. Die Technologie eignet sich für alle mehr oder weniger rotationssymmetrischen Teile, wie beispielsweise Flansche, Kupplungsteile oder eben Kegelräder. Und Verkaufsleiter Bührer fügt einen wichtigen Aspekt hinzu: „Der Taumelprozess verursacht keine störenden Vibrationen. Die Pressen können somit auch fertigungslogistisch ideal innerhalb eines gesamten Prozesses aufgestellt werden.“
Über die technischen und materialspezifischen Aspekte hinaus, zeigen sich bei VW in Kassel auch die geforderten Verbesserungen und Einsparpotenziale mit Blick auf den gesamten Prozesses. Insgesamt fallen fünf von zwölf Bearbeitungsschritten weg. Durch Raum sparende Gestaltungsmöglichkeiten der Kegelräder ergeben sich Gewichtsvorteile beim Endprodukt. Angesichts des Trends zum Leichtbau in der Automobiltechnik ein weiterer Pluspunkt.
Die Taumelmaschinen arbeiten aufgrund der geringen benötigten Umformkraft sehr energieeffizient. Darüber hinaus werden gegenüber dem Zerspanen insgesamt weniger Maschinen benötigt. Da die Taumelpressen verfahrensbedingt völlig ohne Kühl- und Schmiermittel auskommen, tragen sie auch zum Umweltschutz bei. „Und da keine Kühlmittel mehr verdampfen und aufsteigen können, tun wir auch etwas für den Gesundheitsschutz am Arbeitsplatz. Abgesehen davon bleibt der Boden sauberer, was die Rutsch- und Unfallgefahr vermindert und Reinigungszyklen verlängert“, zählt Rüsch weitere Aspekte auf, die ihm wichtig sind.
Und Verkaufsleiter Bührer fasst noch einmal zusammen, dass „das Umformverfahren immer dort mit bedacht werden sollte, wo der Gesamtprozess betrachtet wird. Dabei empfiehlt es sich meist nicht, für die Herstellung eines bestehenden Teiles eine funktionierende Prozesskette umzustellen. Aber überall, wo Teile neu entwickelt werden und die Konstruktion taumelgerechte Aspekte berücksichtigt, kann das Endkontur-Umformverfahren seine Vorteile ausspielen.“ Wichtig sei, dass man nicht nur den isolierten Bearbeitungsschritt betrachtet und vergleicht, sondern immer den gesamten Fertigungsprozess eines Teils vom Rohmaterial bis zum einbaufertigen Teil. „Die schwer zu quantifizierenden und monetisierbaren Aspekte wie Arbeitsschutz, Gesundheit und Umweltschutz werden darüber hinaus meist erst positiv registriert, wenn die Taumelpressen im Einsatz sind“, schließt Bührer.
Philipp Kauth Verkaufsleiter, Schmid AG, Jona/Schweiz
Kosteneffizienz
Lediglich ein Neuntel der bisherigen Fertigungszeit und weniger als die Hälfte des Rohmaterials benötigt VW, seit die Differenzialkegelräder umformend statt spanend hergestellt werden. Doch die Taumeltechnik bringt noch weitere Vorteile: Die umgeformten Getriebeteile haben eine um 30 % höhere Bruch- und eine um 40 % bessere Biegewechselfestigkeit. Auch die Oberflächenqualität soll deutlich besser sein.
Teilen:








{kind=link}