


The welded hydraulic fill pipes to the particle-board presses in the Beeskow factory became untight over the years. The results are fire risk and breakdown. After retrofitting with the new High-Performance Flange HPF System these problems belong to the past.
The Beeskow factory belonging to Glunz AG based in Meppen is the second largest plant in the Portuguese Sonae Indústria Group in Germany. The company develops, produces and sells wood products for building and living. In the factory, founded in 1964 near the Polish frontier as a production plant for particle-board, the production of particle-board is still the main activity. Two presses, 19 m long and 2.60 m wide operating in a 4-shift system produce day after day around 900 m³ particle-board.
The presses close slowly in order not to disturb the particles in the flow line. Pumps using 64 fill pipes produce a pressure of 320 bar and, with their 64 press cylinders, have a total pressing force of 185 942 kN per stroke. At the same time the heating plates of the press, warmed up to about 40° C, “bake” the wood particles with the glue to a 19 m x 2.53 m board with a thickness ranging from 10 mm – 28 mm.
The fill pipes used hitherto, steel ST 52 (60 mm x 8 mm) were welded. The 10 welding seams on the 2.8 m long fill pipes with many bends are not only expensive to manufacture, they are also a weak point in the hydraulic piping which is round the clock subjected to the vibrations of the pumping system.
A further problem of the piping used hitherto lies in the flange connections via a flat metallic gasket with a vulcanised elastic-rubber seal. The centering membrane of this should, thanks to exact positioning during the fitting, guarantee the subsequent impermeability.
Fred Ziesmann, the maintenance foreman for hydraulics and mechanics, notes: ”If the gasket is not correctly centered and is forced by high pressure into the seam opening, there are significant deformations, seam extrusion, and the gasket will be damaged.” Although the pressure test shortly after fitting shows the pressure pipe to be leak-free, after only a relatively short production time serious leakage may be expected. The press must then be shut down and there is a production shortfall of up to 8 hours.
The welding seam is also a problem. Because of the permanent high pressures and temperatures, microscopic cracks develop which lead to minuscule leakages. The series of drops increase in speed leading to a constant trickle. The necessary repair takes at least 2 hours, and once again there is production shortfall. If the wood dust starts to carbonise because of oil dripping onto the warm heating plates of the press, foam extinguishers have to be used. The production shortfall may then easily amount to 6 – 8 hours. Every hour of production shortfall costs at least 1,000 Euro. In the most recent years of production, and given the large number of welding seams, there was a shortfall on average every 14 days. This makes clear the economic costs of the maíntenance work, not to mention the value of lost production.
The HPF (High Performance Flange) System developed by Parker Hannifin is, because of its high compression strength, a suitable answer to the increased demands of modern hydraulic systems. Particular features of this system are the nature of the flangeing and the special retaining ring. Users benefit from the very modest mounting dimensions which include the possibility of adapting to different diameters. This allows for high flexibility not only in retrofitting but also in the new construction of mobile machines and plants. In comparison to welding and to other flange connections available on the market, the HPF system offers a remarkable resistance to vibration and pressure. It permits extreme flexibility when fitting; steel and stainless steel pipes for pipe dimensions ranging from 25 mm x 3 mm up to 88 mm x 14 mm contribute to this flexibility. There will soon be more standard dimensions.
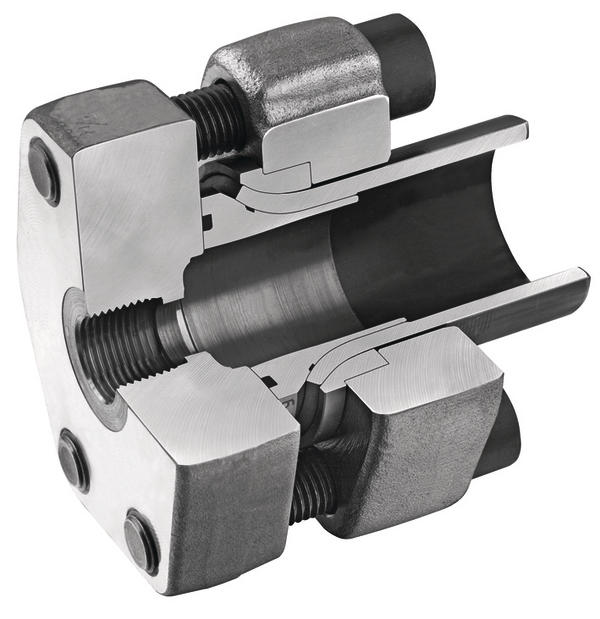
At first sight, the HPF connection is of simple construction and yet offers sophisticated components. These consist of :
- HPF insert (insert with an o-ring nut on the connection side and on the pipe side, or as a flat version with an o-ring nut on the pipe side)
- Retaining ring (locking) made from high-grade steel
- One seal each on port and pipe side.
The insert and flanged tulip at the end of the pipe are absolutely form-locking. The flat transition of the forming zone guarantees increased resistance to vibration. This necessarily results in a longer working life than a connection system subject to vibration.
The Parker high-pressure connection system is not only cheaper than other high-pressure flange systems. The required cleaning and inspection work necessary for welded pipe connections is expensive, as the “Value Calculator” convincingly shows: This calculation programme, supplied free-of-charge by Parker, uses individual pipe dimensions, the number of flanges and working costs to calculate a comparison of working costs for the HPF System compared to welded connections. An unskilled worker is able to assemble and to fit these flange connections. The worker does not need a welding certificate, or indeed expert knowledge. Flanging does not produce any unhealthy fumes which need to be extracted. In addition, the whole concept of the HPF Flanging Machine practically excludes any possible errors in the production of the flange.
After measuring manually on site and the subsequent production of the corresponding technical drawing, an initial pipe was produced which was to replace one of the 128 old pipes. Of course, with this chosen method of measuring, the initial pipe did not fit 100% accurately. However, within a short time the error caused by the initial measuring could be corrected and the pipe – corresponding to the bend fitted with further flanges – could be installed. A second step made a more elegant and a more precise solution possible: With the help of a pipe-bending expert working as Parker-Partner the second pipe was measured on a 3-D measuring table and was bent out of a single piece, which meant that it could be fitted without any subsequent adjustments.
The time required for making and installing a single welded pipe is – according to the experience of Glunz AG – four man/days (2 men for 2 days). The time required for the Parker HPF method is: One hour for pipe bending, one hour for installation. Two fitters are required, as the pipe weighs around 40 kilos and is fitted vertically. According to Fred Ziesmann:” Compared to welding, we do not only save with each pipe on installing and maintenance, but the cost saving on the investment alone per pipe is around 450 Euro. Taking into account all the pipes this means about 60,000 Euro.” The maintenance foreman goes on to say:”The HPF pipes have now been working around 6 months without any leakage. We are watching very closely to see if there are material tensions in the cold-bent pipes which only come to light in the bends after a longer period of operation.” After all, we are not talking here about annealed pipes which would have much lower tension. “In any case we plan to continue the way we have set out and if necessary install further HPF pipes”, says Friesmann
Reinhold Kuchenmeister (MBA) is an independent Technical Journalist in Höchberg
Teilen:








{kind=link}