


Stanz-Biegeautomaten von Bihler fertigen bei B. Braun Melsungen in Reinraumatmosphäre medizintechnische Sicherheitsteile mit sehr engen Toleranzen. Die Automaten sind wesentlich bedienfreundlicher als Systeme mit Folgeverbundwerkzeug.
Weiße Wände, Reinraumatmosphäre, Personal in weißen Kitteln. „In diesem klinischen Umfeld würde man normalerweise keinen Stanz-Biegeautomaten vermuten“, sagt Frank Hilberg, Projektleiter Global Technical Support beim Medizintechnikhersteller B. Braun Melsungen AG, Melsungen, als er die Fertigung des Injektionssystems Introcan Safety in Malaysia präsentiert. Es habe auch einigen Aufwand erfordert, die Automaten der Baureihe RM 40 E der Otto Bihler Maschinenfabrik GmbH & Co. KG, Halblech, an diese Fertigungsumgebung anzupassen. Doch der Aufwand hat sich gelohnt, und zwar in mehrfacher Hinsicht: Gegenüber den zuvor eingesetzten Systemen mit Folgeverbundwerkzeugen stiegen Produktivität und Verfügbarkeit deutlich. Zudem lassen sich alle Stationen individuell an geänderte Fertigungsbedingungen, wie sie zum Beispiel durch Materialschwankungen auftreten können, anpassen.
Das Injektionssystem Introcan Safety besitzt einen selbstaktivierenden Schutzbügel gegen Nadelstichverletzungen. Es kam vor etwa sechs Jahren auf den Markt und wirkte sich sehr positiv auf die Sicherheit des Klinikpersonals aus. Bei dem Verweilkanülensystem verbleibt eine Injektionsnadel zur intravenösen Verabreichung von Medikamenten in der Vene. Die Nadel wird durch den Schutzbügel abgedeckt. Sobald sie aus der Verweilkanüle gezogen wird, schnappt der Bügel selbsttätig über ihre scharfkantige Spitze und verhindert so zuverlässig Verletzungen. „Nicht die Verletzungen sind schlimm“, merkt Hilberg an, „sondern die Gefahr, sich an einer kontaminierten Nadel zu infizieren.“ So liegt die Chance, sich mit Hepatitis C anzustecken, bei 1 zu 3, für Hepatitis B bei 1 zu 30 und für HIV bei 1 zu 300. Die Zahlen machen den Nutzen des Schutzsystems deutlich; entsprechend wird es heute millionenfach produziert und verkauft.
Damit das System funktioniert, müssen neben den technischen Anforderungen an den weniger als 10 mm langen, filigranen Schutzbügel aus 0,1 mm dickem, elastischem Federbandstahl auch die Rahmenbedingungen der medizintechnischen Fertigung erfüllt sein. In erster Linie kommt es auf Sauberkeit, Gratfreiheit und vor allem auf das Einhalten enger Toleranzen an.
Bei dem U-förmigen Sicherheitsbügel sind die Enden eingerollt und die Arme so ineinander verschränkt, dass sie die durch ein Loch im Bodenteil geführte Nadel umfassen und abdecken. „Die ersten Jahre haben wir das Teil auf einem Folgeverbundwerkzeug gefertigt, bis wir wegen des Markterfolgs größere Mengen herstellen mussten“, berichtet Hilberg. „Erst im Zuge dieser Produktionserweiterung haben uns einige Werkzeugbauer gesagt, dass es sich bei dem Schutzbügel eigentlich um ein typisches ,Bihler-Teil‘ handelt. Das war überhaupt erst der Auslöser, neben anderen Firmen auch bei Bihler anzufragen.“
Nachdem innerhalb kurzer Zeit die verschiedenen Lösungsvorschläge vorlagen, entschied sich die B. Braun Melsungen AG auf Basis einer Bewertung in einer Entscheidungsmatrix recht schnell für den Bihler-Vorschlag. „Die Kosten standen dabei nicht so sehr im Vordergrund“, erklärt Hilberg. „Viel wichtiger war uns die Zuverlässigkeit und auch das Vertrauen, mit der Maschine und dem Hersteller eine Lösung für die Zukunft gefunden zu haben.“ Da habe neben dem Image von Bihler auch das Auftreten eine Rolle gespielt: „Persönlich hat mir gefallen, dass die Bihler-Ingenieure nicht bei jeder Anfrage sofort gesagt haben: ,Das können wir‘. Man hat erst überlegt und ist dann mit fundierten Lösungsansätzen gekommen“, resümiert Hilberg. Die internationale Ausrichtung von Bihler habe ebenfalls eine wichtige Rolle gespielt.
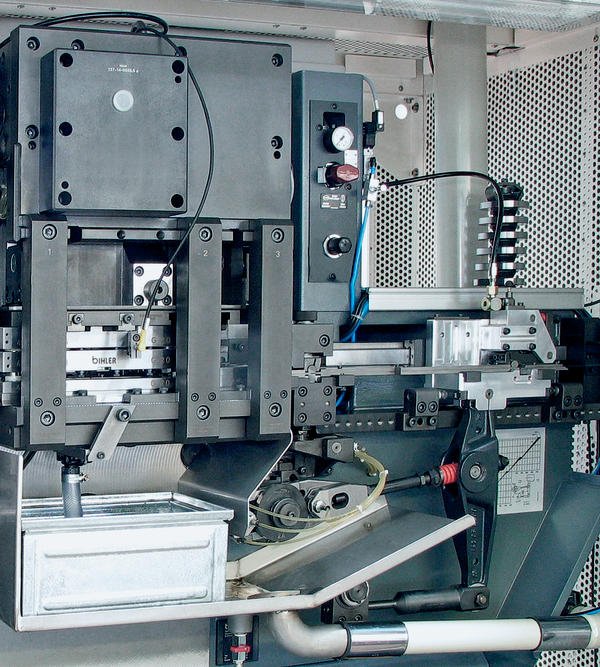
Für die Produktion des Schutzbügels wurde der Stanz-Biegeautomat RM 40 E gewählt, den der Hersteller als Universalmaschine bezeichnet. Zunächst wird das Werkstück in einem modularen Schneidwerkzeug in einer 70-kN-Zweipunkt-Exzenterpresse geschnitten und anschließend den linear angeordneten Werkzeugen zugeführt. Hier werden in zwei Biegeblöcken die Enden der Federbandstreifen gerollt sowie die Schenkel des U-förmigen Bügels gebogen und ineinander verschränkt. Dann wird das fertige Teil vom Haltestreifen getrennt und mit Druckluft ausgeworfen. Zuletzt wird der Reststreifen zerkleinert.
Klingt einfacher, als es ist, denn das dünne Stahlband erweist sich hinsichtlich der Durchleitung durch eine lineare Werkzeuganordnung als sehr sensibel, so dass Bihler eine saubere Führung entwickeln musste. Zudem darf der Stanz-Biegeautomat weder die Reinraumatmosphäre beeinträchtigen noch Schmiermittelrückstände auf dem Sicherheitsbügel hinterlassen. Und dies alles, ohne dass die Anforderungen hinsichtlich der Genauigkeit verletzt werden und dennoch hohe Stückzahlen zu produzieren sind.
Theo Angerer, Verkaufsleiter bei Bihler, will aus Wettbewerbsgründen die gefundene Lösung nur andeuten: „Die Bügel werden während der Bearbeitung durch einen Airflow-Effekt vom Maschinenöl abgeschirmt. Ein Luftzug verhindert das Ablagern des Öldampfes, der bei der Erwärmung der Maschine zwangsläufig entsteht.“ Außerdem arbeite man mit einem speziellen gesundheitsverträglichem Stanzöl. Dieses wird sehr fein auf das Band aufgetragen und lässt sich im abschließenden Sterilisierungsprozess ohne Probleme abtragen.
Im Vergleich zum Folgeverbundwerkzeug liegen für Frank Hilberg die Vorteile der Stanz-Biegetechnik auf der Hand: „Die einzelnen Werkzeuge sind gut einsehbar und zugänglich und können vom Bediener direkt eingestellt werden. So lässt sich zum Beispiel bei Materialschwankungen jedes einzelne Werkzeug relativ einfach durch Unterlegscheiben anpassen.“ Jede Biegung sei einzeln einzustellen. Beim Folgeverbundwerkzeug gehe das in dieser Form nicht.
Mittlerweile hat die B. Braun Melsungen AG in Malaysia mehrere Stanz-Biegeautomaten im Einsatz. Sämtliche Werkzeuge und Werkzeugersatzteile werden von Bihler gefertigt und geliefert. Nach Angaben von Frank Hilberg laufen die Anlagen zuverlässig und stabil. Die letzten ausgelieferten Automaten sind so ausgelegt, dass mehrere Bügelvarianten für verschiedene Kanülendurchmesser darauf gefertigt werden können. „Die Umstellzeit von einer Variante auf die andere beträgt je nach Ausführung gerade mal 15 bis 25 Minuten“, freut sich Hilberg.
Volker Albrecht Freier Fachjournalist in Bamberg
Teilen:








{kind=link}