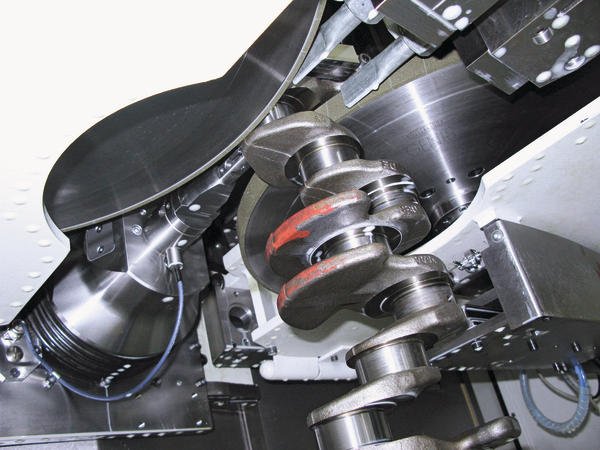



Beim Wellenschleifzentrum VTC 315 DS von Emag bearbeiten zwei Schleifscheiben das Werkstück synchron. Anwender dürfen sich über bis zu 70 % kürzere Taktzeiten als bei herkömmlichen Systemen freuen.
„Der Aufbau unterscheidet sich von allem bisher Bekannten in diesem Bereich“, sagt Jürgen Müller über das vertikale Wellenschleifzentrum VTC 315 DS. Der Werkstückspindelstock sitzt oben, der Reitstock unten. Es gibt zwei Kreuzschlitten, rechts und links je eine Schleifspindel. Die beiden Schleifscheiben stützen selbst schlanke Wellen so gegenseitig ab, dass viel höhere Zerspanleistungen möglich sind als mit konventionellen Anlagen. Den Taktzeitvorteil durch das so genannte Synchro-Stützschleifen beziffert der Geschäftsführer der Emag Salach Maschinenfabrik GmbH mit „zwischen 35 und 70 Prozent“. Wie groß der Produktivitätsgewinn in der Praxis tatsächlich ausfalle, hänge wesentlich vom zu bearbeitenden Werkstück ab.
Insbesondere in der Königsdisziplin der Wellenbearbeitung – dem Fertigen von Kurbelwellen – werden sonst verschiedene Operationen nacheinander auf Rund-, Unrund- und Pendelhubschleifmaschinen durchgeführt. „Unser Ziel bei der Konzeption der VTC 315 DS war, diese Operationen in einer Aufspannung durchzuführen.“ Nicht nur die Effizienz des Prozesses wollten die Entwickler dadurch verbessern, auch die Qualität der Werkstücke sollte profitieren. „Jedes Umspannen birgt die Gefahr sich aufsummierender Toleranzen, und das wollen und können unsere Kunden angesichts ständig steigender Genauigkeitsanforderungen nicht mehr akzeptieren.
Komplettbearbeitung einer Kurbelwelle heißt jedoch, dass Mittellager, Flanschlager, Zapfen und Hauptlager in einer Aufspannung geschliffen werden müssen. Fürs Schleifen der Hublager kommen grundsätzlich zwei Verfahren in Frage: das so genannte Pendelhubschleifen oder das exzentrische Spannen der Welle, so dass die Hublager einfach rund geschliffen werden können. Der Vorteil des Pendelhubschleifens liegt in der Flexibilität. Andererseits ist die Produktivität nicht so hoch wie beim exzentrischen Bearbeiten. Letzteres erlaubt dagegen zwar höhere Vorschübe, ist jedoch mit einem größeren Aufwand beim Umrüsten verbunden. Der Grund: Bei wechselnden Kurbelwellen-Typen muss meist auch das Spannfutter getauscht werden.
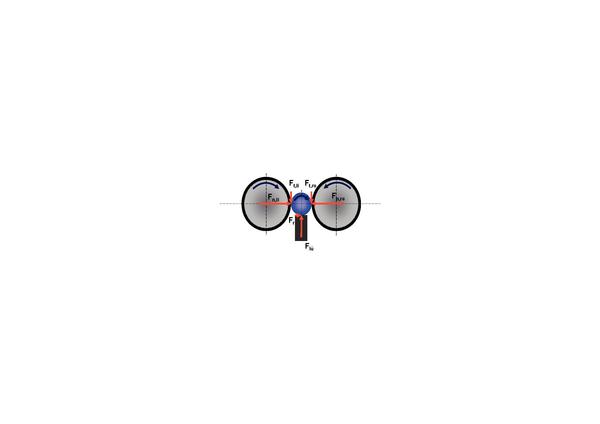
Die Aufgabenstellung für die Schleifspezialisten der Emag-Gruppe lautete nun, die positiven Eigenschaften beider Verfahren im Wellenschleifzentrum VTC 315 DS zu verbinden. Das Ergebnis ist das synchrone Schleifen der gleichen Stelle des Werkstücks mit zwei gegenüberliegenden CBN-Scheiben. Die dabei in Vorschubrichtung auftretenden Normalkräfte werden durch die gegenüberliegende Anordnung der Schleifscheiben und das simultane Zerspanen weitgehend aufgehoben. „Bei besonders langen und schlanken Teilen kommt zudem eine NC-gesteuerte Stützlünette zum Einsatz, um auch die Tangentialkräfte zu eliminieren“, erläutert Müller. Das Synchronschleifen wird so zum Synchro-Stützschleifen. Weil das Werkstück dabei so steif eingespannt ist, dass es in keiner Richtung ausweichen kann, sind extrem hohe Bearbeitungsvorschübe möglich. Zusammen mit den beiden gleichzeitig mit Geschwindigkeiten von 150 m/s schneidenden Schleifscheiben reduziert das die Bearbeitungszeit deutlich. „Dazu kommt, dass wir im Gleich- und Gegenlauf schleifen, wodurch sich auch die im Prozess erzeugten Momente aufheben.“ Und das wiederum ermögliche eine einfache Reibmitnahme der zwischen zwei Spitzen gespannten Welle. In den meisten Fällen kann so auf eine gesonderte Mitnahmeeinrichtung im Bereich des Werkstückspindelstocks verzichtet werden, was wiederum das Rüsten erheblich vereinfacht.
Überhaupt gehören kurze Rüstzeiten zu den Stärken des Wellenschleifzentrums. So realisierten die Konstrukteure bei der Schleifscheibenaufnahme ein neues Konzept mit Kurzkegel und Plananlage, das einen einfachen Scheibenwechsel ermöglicht. Anders als es der klassische Schleifer gewohnt ist, wird die Scheibe nicht horizontal gewechselt, sondern vertikal über eine einfache Wechselhilfe in die Arbeitsspindel gesetzt.
Ab Herbst wird das Schleifzentrum seine volle Flexibilität bieten. Dann nämlich ist die Exzentervorrichtung zum Spannen der Wellen auch für Kunden verfügbar. Die Salacher testen sie derzeit im eigenen Haus ausgiebig. „Das Exzenterfutter stellt den gewünschten Hub und die Teilung der Kurbelwelle automatisch ein. Der Bediener braucht die entsprechenden Daten nur noch in der Steuerung einzugeben“, erläutert Müller. Alle Lagerstellen können so mit hohen Vorschüben in einer Aufspannung rundgeschliffen werden. Auch der Wechsel von einem Kurbelwellentyp zum anderen ist damit ohne großen Umrüstaufwand möglich. „Bei wiederkehrenden Teilen lassen sich bereits Lose ab 200 Stück wirtschaftlich bearbeiten“, sagt Jürgen Müller. Auch das begründe die breite Einsetzbarkeit der Maschine. „Wir haben Kunden unter den OEMs der Automobilbranche sowie deren großen aber auch kleinen Zulieferern.“
Erstmals vorgestellt wurde die VTC 315 DS als Konzeptstudie auf der Stuttgarter Messe AMB im Herbst 2008. Damals in der Dreh-Schleif-Variante mit einem Werkzeugrevolver und einer Schleifscheibe. Auf der Mailänder Messe EMO folgte dann im Herbst letzten Jahres die serienreife Version mit zwei Spindeln fürs synchrone Schleifen. Ausgeliefert wurden die ersten Maschinen Ende 2009.
Haider Willrett haider.willrett@konradin.de
Teilen:








{kind=link}